




灌肠类罐头属于腌制、烟熏类罐头,将腌制后的肉料经斩拌、灌肠及烟熏而得制品。国内现有的灌肠类罐头有两类: 一类使用天然肠衣将腌制后的肥、瘦肉各绞碎成规定的肉料,配料后灌入肠内,并经烘干装罐,制成中式腊肠罐头。另一类使用人工肠衣,将腌制后的肉料经斩拌后灌入肠内,烟熏、预煮、去肠衣、装罐。目前较大批量生产并出口的为后一种。灌肠罐头工艺流程如图6-4所示。
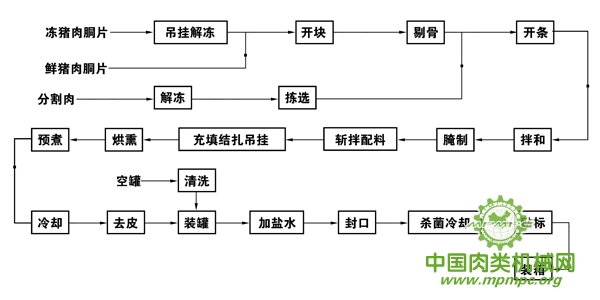
图6-4 灌肠罐头工艺流程(去皮小红肠为代表)
说明: ①腌制温度1~4℃,时间48~72h; ②烘熏、干燥温度100~110℃,时间 20~60min; ③预煮温度80℃,时间10min,冷却5min。
在国外还有用乳化工艺代替腌制进行加工,其流程如图6-5所示。由于取消了腌制室及腌制工序,简化了流程,具有较好的效果,目前在国内已采用。
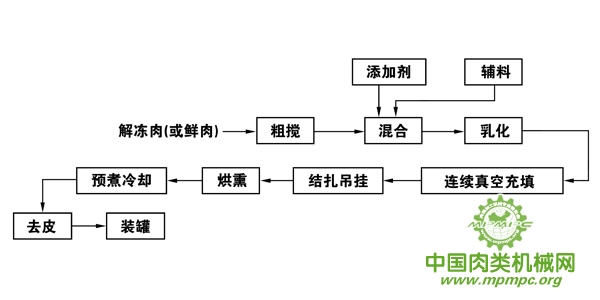
图6-5 乳化工艺流程
在制造过程中,主要经过以下几个工序:
(1) 选料 原料肉主要采用鲜肉或冻肉,但冻肉要求必须符合相关要求,以免造成产品组织松散、胶冻析出以及脂肪析出的现象。
(2) 剔割 鲜肉的提取通常包括劈割和剔骨,制作牛肉和猪肉原料的香肠在剔割时略有不同。由于牛的骨架较大,所以牛肉半的劈割通常在吊轨上进行,用砍刀(或剁肉机、电锯)砍成几块,常分成腰小肌、肩胛部、颈部、胸部、背肋部、腰部、臀部和后腿等八部分。猪肉半常砍成前腿、后腿和五花三部分。剔骨是从骨骼上分离开肌肉组织、脂肪组织和结缔组织的过程,常采用流水作业法,猪肉的剔骨一般以整个肉半为单位进行剔骨; 在剔骨前应先进行一次检查,如带伤痕、淤血、泥污或猪毛等杂物时必须修干净; 并把肾脏和腹膜脂肪(板油)等割下来,然后剔骨。
为了腌制方便,将原料肉切成厚约20mm的薄片,厚薄基本均匀,切肉时应顺着肌肉纤维的方向,不影响肉的绞出。为避免绞肉机由于碎骨遭到损坏,剔骨时要求将骨肉分离,其中瘦肉中带肥膘不超过5%,肥膘中带瘦肉不超过3%。
(3) 腌制 腌制的目的主要是使肉中含有一定的盐量以保证制品具有适当的滋味,抑制微生物的生长,使肉制品呈色鲜艳; 同时提高制品的弹性、黏性和保水性。根据产品配方的不同,通常加食盐、亚硝酸钠(或硝酸钠)、混合磷酸盐及其他添加剂混合为腌制剂,其中98%是食盐,通常使用量为肉量的2%左右。
(4) 绞肉、斩拌混合 绞肉的目的是使肉的组织结构达到某种程度的破坏,以重新组成不同结构的香肠产品,对于绞肉型香肠用绞肉机绞成约10mm左右的肉丁或用人工切成方丁。对于乳化型香肠则用孔径为3mm以下的筛板,绞成肉泥状,目前普遍使用斩拌机或乳化机以便使肠馅达到良好的乳化效果。生产乳化型香肠时常用斩拌机对绞过的肉馅进一步切细(或斩拌)或经分割成小块的肉直接斩拌。
(5) 拌馅(混合)拌馅是将已绞碎的或斩细的肉按配方与其他成分混合在一起,对于相同结构的肉馅直接在拌馅机中进行,对于不同结构的肉馅则在搅馅机中拌馅。拌馅时根据原料中瘦肉的品质、比例以及所加淀粉量添加水。真空拌馅机可以从馅中抽出空气,提高肠馅的密度以改善组织状态。
(6) 充填 充填常称为灌馅或灌肠。将拌好的肉馅灌入事先准备好的肠衣中,常用的设备是灌肠机,有泵型和活塞型(气压或液压) 。充填时应做到肉馅紧密而无间隙,防止装得过松或过紧,过松会造成肠馅脱节或不饱满,在成品中有空隙或空洞、肉馅断裂,甚至影响香肠的质量及保存时间。灌得过紧蒸煮时会使肠衣胀破,目前国外开始采用连续式的真空灌肠机。该机上装有一个料斗和一个叶片式连续泵或螺杆泵。真空灌肠机的优越性可使肉馅中的空气抽出,防止在肠制品中产生空洞,可提高质量及保存性,并节省肠衣消耗。
灌好后的香肠经过扎节和结扎或扭结包装,就可以进入下一道工序的加工。
(7) 烘烤、蒸煮、烟熏 烘烤在香肠生产中决定了香肠的最后品质,传统方法采用未完全燃烧木柴的烟火来烤。目前主要采用烟熏炉,由空气加热器循环的热空气烘烤。烘烤的目的主要是使肠衣和贴近肠衣的馅层具有较高的机械坚实性,不易破损; 色泽均匀,表面呈褐红色; 吸湿性变小; 对微生物的稳定性增大。烘烤的效果及烘烤时间与肠衣的性质、状态、周围介质温度、湿度、空气与烟的混合物成分、浓度,以及在制品表面分布的均匀性有关。
灌肠肉制品制造关键装备
(一)生产线介绍
美国汤森Townsend公司的Sumpermati c热狗肠生产线被公认为是世界上最好的。它集灌装、扭结、悬挂小直径(32mm以下)香肠等功能为一体,可使用纤维素和胶原肠衣。此生产线如图6-25所示,生产线能力的确定是以充填结扎机的生产能力为计算依据(如汤森公司DB-ZA型充填扎吊挂机的生产线能力为5~6t/班) ,生产线以此配套斩拌机及去皮设备。
克维尼亚食品机械系统公司出品的灌肠加工和包装生产线如图6-26所示。
伊莱克斯德ELECSTER公司的香肠制造生产线如图6-27所示。
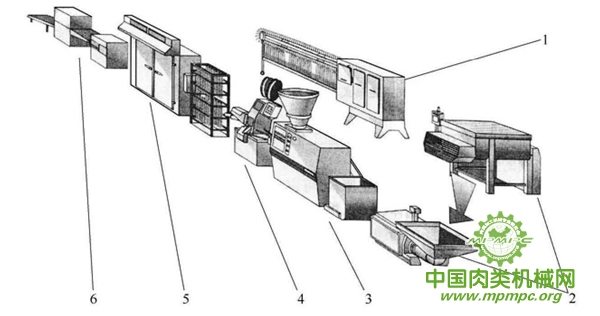
图6-25 汤森Sumpenmatic热狗肠生产线
1、汤森Su mpenmatic热狗肠机 2、斯蒂芬真空桨式搅拌机 3、威马格灌装机 4、保利卡打卡机 5、威马格熟化设备 6、VC999真空包装及热收缩包装系统
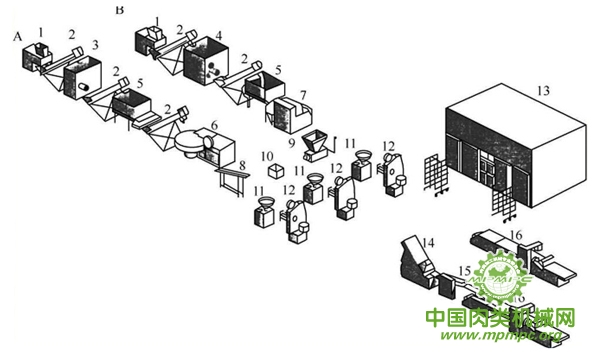
图6-26 克维尼亚灌肠加工和包装生产线
A、午香肠或乳化肠产品 B、乳化肠产品
1、冻肉破碎机 2、螺杆传送装置 3、混合绞肉一体机 4、全自动绞肉机 5、混合机 6、斩拌机 7、连续式乳化机 8、输送装置 9、泵送系统 10、肉末 11、灌肠机 12、打卡机 13、烟熏设备包装 14、切片机 15、输送装置 16、连续式真空充气包装机
该生产线的生产过程如下:
①胴体是肉类制造厂的主要制造原料,可由自己的屠宰场供应,也可从别处购买;
②在封闭式车间里切割胴体、去骨,根据用途和肉的特性分类;
③绞碎用于制作熟化肠的肉送入混料器去风干;
④掺入盐化配料后的肉通常放在贮存槽或贮存箱内过夜;
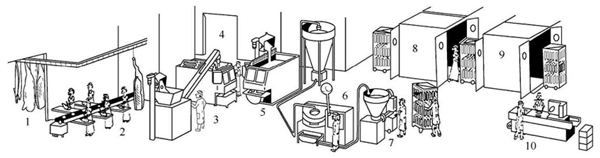
图6-27 ELECSTER公司的香肠加工生产线
1、胴体 2、切割、去骨 3、绞碎 4、腌制 5、混合 6、乳化 7、灌肠 8、熟化、烟熏 9、冷却、风干 10、包装
⑤在混料器里将制作香肠的肉和配方中所有的原料、添加剂混合;
⑥通常在切割器里备好香肠肉,即绞碎、乳化香肠肉;
⑦将备好的肉灌入各种天然的或人工的肠衣;
⑧香肠放进自动熟化箱中熟化、干燥、熏化、预冻;
⑨在高速箱中最后冷却,将水喷到产品的表面,悬挂起来,用冷却风机吹干;
⑩冷却后,将具有透气性肠衣的香肠真空包装。
该香肠生产线占地面积约8400m2,胴体冷冻或鲜肉接收系统采用车运或轨道运送,冷冻胴体的解冻通道容量约为每批80t,解冻的不同阶段温度不同; 双班生产,密封间每班容纳50t胴体,每班切割、包装发送量为10t,去皮肉每班25t在连续生产线上熟化和冷却,其他熟肠每班15t。
(二) 生产线组成
以去皮小红肠罐头生产线为例,其主要设备组成见表6-15。
| 序号 | 设备名称 | 型号规格 | 序号 | 设备名称 | 型号规格 |
| 1 | 冻猪片吊挂解冻系统 附:计量装置 | 铝合金或不锈钢道轨式电子秤 | 9 | 烘熏房 | YX-1 |
| 2 | 开块机 | SGTBB2圆锯或BDJ-Ⅰ带锯 | 10 | 预煮锅 | |
| 3 | 割爪机 | BGZJ-Ⅲ带锯 | 11 | 冷却槽 | |
| 4 | 剔骨输送机式工作台 | 无毒PVC塑料台版 | 12 | 去皮机 | |
| 5 | 绞肉机 附:提升机 | SG13B1,1800Kg/h螺杆式 | 13 | 装罐台 | |
| 6 | 拌盐机 附:提升机 | SGT3D1,3360Kg/h液压翻斗式 | 14 | 封罐机 | TG4B12 |
| 7 | 斩拌机 | GT6D21,GT6D22 | 15 | 杀菌锅 | |
| 8 | 自动灌肠机 | DB-2A ZYG-300-Ⅰ型 | 16 | 空罐清洗系统 |
表6-15 小红肠罐头生产线主要设备
(三) 加工关键设备
1. 灌肠机
下面介绍3种灌肠机
(1) 自动灌肠机(充填结扎挂肠机)将肉糜,由物料泵以恒定的压力送入灌肠机的计量泵,通过灌肠管,灌入肠衣里,再由拧肠机构以等距离拧出规定尺寸的肠段(香肠成型),最后由挂肠机构以等量一串串挂起来。 图6-28所示为DB-2A自动灌肠机结构示意图。
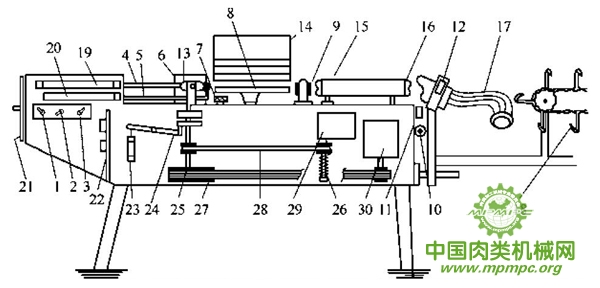
图6-28 DB-2A自动灌肠机结构示意图
1、主电钮 2、电机手动电钮 3、复位开关 4、灌肠管 5、随动杆 6、计量泵 7、重量控制旋钮 8、肠衣夹板 9、拧肠夹头 10、手控开关 11、紧急停车开关 12、计量泵启动开关 13、灌肠管座 14、肠衣料斗 15、拧肠装置 16、拧肠链 17、挠肠筒 18、挂钩输送链 19、灌肠气缸 20、随动杆气缸 21、控制箱门 22、控制板 23、计量泵离合器气缸 24、计量泵离合器 25、主传动轴 26、从动轴及弹簧 27、主传动带 28、第二级带传动 29、减速箱 30、电动机
工作时,设备由两种能源驱动。由压缩空气气缸分别驱动计量泵离合器24、灌肠管4、随动杆5和肠衣夹板(肠衣定心装置)8。由电动机分别驱动计量泵6、拧肠夹头 9、拧肠装置15、挠肠筒17及挂钩输送链18。
整个工作程序由电气开关、继电器及电磁阀进行控制。设备具有两挡速度: 一挡是固定的; 另一挡是可调的。计量泵的转速是固定的,故输出的肉糜量也是固定的。肠衣的送料速度(可调) 控制每节肠的重量。重量控制旋钮7可使拧肠夹头9、拧肠装置15、挠肠筒17及输送链18同步增速或减速,以与每节香肠所要求的重量相匹配。
工作程序: ①将电气开关拨至下列位置;件号1向上; 件号2向上; 件号3向上; 件号10向上; 件号11置于中间位置; ②肠衣夹板8将肠衣引至中心位置,以便灌肠管 4进入孔的中心; ③灌肠管进入肠衣; ④肠衣夹板8重新打开; ⑤带有推环的随动杆5 进至肠衣末端,并向拧肠夹头9压紧,电动机30启动,这时除计量泵6外,件号9、 15、17及18开始动作,肠衣在固定的灌肠管4外回转; ⑥当挠肠筒17挡圈上的圆头螺钉与开关12的滚子接触,使计量泵离合器闭合,计量泵开始转动; ⑦灌肠结束,当随动杆5前进至终点位置,电动机停转; ⑧随动杆5后退至起点位置; ⑨灌肠管4后退至起点位置; ⑩肠衣料斗14中有料且电气开关仍处于原来启动位置,工作程序将重复进行。
生产自动灌肠机的著名厂家有美国Townsend公司、德国Vemag公司和Handtmann公司等,有关设备型号及性能参数见表6-16。
| 型号 | Ve mag | Handt mann | ||||
| 性能 | Robot 500DC | Robot 1000dc | Robot 3000DC | VF-80/80P | VF200/200P | VF300/300P |
| 灌注能力/(Kg/h) | 2000 | 4000 | 18000 | 3000/2900 | 5000/3600 | 10000/5500 |
| 定量范围/g | 10~10000 | 10~1000 | 10~1000 | 25 50 100 200 25 | 50 100 200 25 | 50 100 200 |
表6-16 自动灌肠机设备型号技术性能表
关键部件:
①计量泵。是由一对齿轮及泵体、泵座组成的物料泵。其结构示意如图6-29 所示。
②灌肠管及随动机构。如图6-30所示为结构示意图。安装在泵体2上的灌肠管管座6其内腔与计量泵相通,沿管座6的长孔作往复运动的灌肠管3,其左端通过连接器 1与灌肠管气缸的活塞杆连接。在灌肠管3的右端,套有随动机构支臂7。与灌肠管3 平行的随动杆4,由随动杆气缸牵引,沿夹紧座5的长孔作往复运动。其右端的支臂7 上安装有推环8其作用可将灌肠管3外的肠衣末端压紧在拧肠夹头上。当灌肠管3向右移动极限位置,计量泵内腔通过管座6与灌肠管3相通,以备充填。
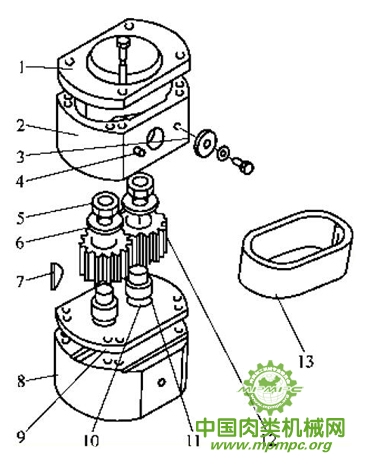
图6-29 计量泵结构示意图
1、泵盖 2、泵体 3、调节垫圈 4、定位销 5、螺母 6、垫圈 7、键 8、泵座 9、端板 10、O形圈 、泵轴 12、齿轮 13、泵体附件
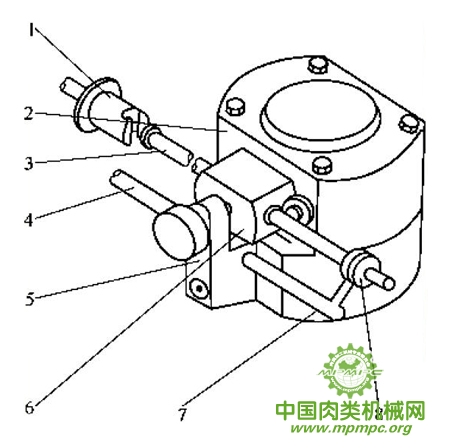
图6-30 灌肠管及随动机构结构示意图
1、连接器 2、泵体 3、灌肠管 4、随动杆 5、夹紧座 6、灌肠管管座 7、随动机构支臂 8、推环
③肠衣料斗及肠衣夹板装置。如图6-31所示为肠衣料斗及肠衣夹板装置的结构示意图。管状的肠衣沿料斗斜底通过出料口落在前夹板4上。由夹板气缸驱动的前夹板4 及后夹板5将肠衣夹持至灌肠管的中心位置。调节螺钉6可调节料斗斜底的斜度; 调节螺钉7可调节出料口的宽度; 调节螺钉2及8可分别调整前后夹板4、5的中心位置; 调节螺钉9可调节后夹板5的开度尺寸,控制触杆3可检测料斗内是否存料。
④拧肠夹头及拧肠装置。如图6-32所示为拧肠夹头及拧肠装置的结构示意图。当包有肠衣的灌肠管伸入拧肠套筒1的内孔,随动机构支臂的推环将肠衣末端向拧肠套筒1的端面压紧。此时电动机启动,通过减速箱,驱动轴5,分别传动拧肠套筒1及拧肠链4。由于拧肠套筒 1的回转运动,使肠衣端头拧转打结,在计量泵启动后,肉糜充填进入肠衣内形成的香肠,由拧肠套筒右端伸出,即被一对相向运动的拧肠链4夹持并牵引至挠肠筒。驱动轴5上的链轮6,通过套筒滚子链7 传动挠肠筒及挂钩输送链。
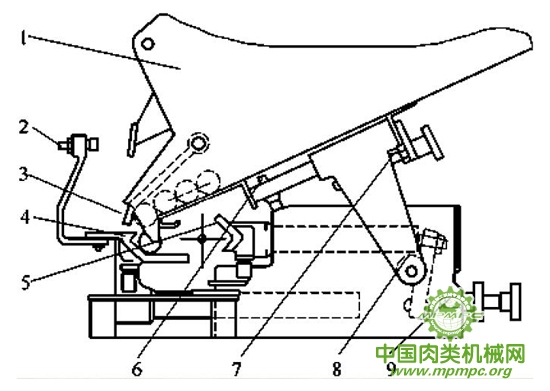
图6-31 肠衣料斗及衣夹板装置结构示意图
1、肠衣料斗 2、调节螺钉(调整前夹板中心位置) 3、控制触杆 4、前夹板 5、后夹板 6、调节螺钉(调节肠衣料斗高度) 7、调节螺钉(调节下料通道出口尺寸) 8、调节螺钉(调节后夹板中心位置) 9、调节螺钉(调节后夹板开度尺寸)
⑤挠肠筒和挂钩输送链。如图6- 33所示为挠肠筒和挂钩输送链的结构示意图。动力由电动机经减速箱、套筒滚子链1传至交换链轮传动箱2、传动箱 2的一根输出轴通过蜗杆传动带动挠肠筒8作回转运动。传动箱2的另一根输出轴通过链传动及伞齿轮,带动挂钩输送链的驱动轴转动。香肠由拧肠机构送入挠肠筒8内,由于挠肠筒呈拐状并作回转运动,即将香肠串向挂钩输送链上送出。
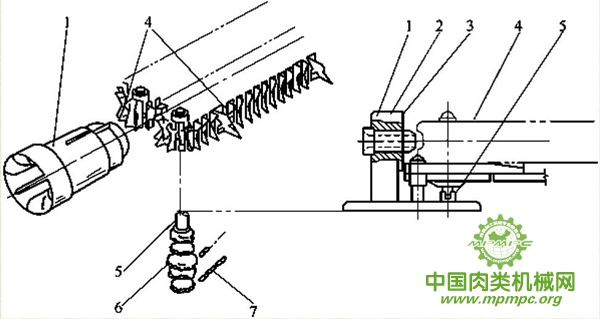
图6-32 拧肠夹头和拧肠装置结构示意图
1、拧肠套筒 2、拧肠夹头座 3、传动齿轮 4、拧肠链 5、驱动轴 6、链轮 7、套筒滚子链
在挡圈7上的圆头螺钉5,随挠肠筒8作回转运动,每回转一圈,圆头螺钉5与计量泵启动开关4接触一次,通过气动电磁阀接通计量泵离合器气缸,使计量泵运转进行充填灌肠。
将交换链轮传动箱2的链轮进行搭配,可改变挂钩输送链上的挂肠串数。
⑥技术参数。见表6-17。
(2)真空叶片式灌肠机 德国FREY公司的全电子控制液压驱动连续真空灌肠机,可直灌、分份灌装和扭结灌装,适用于所有肠类制品及所有肠衣。
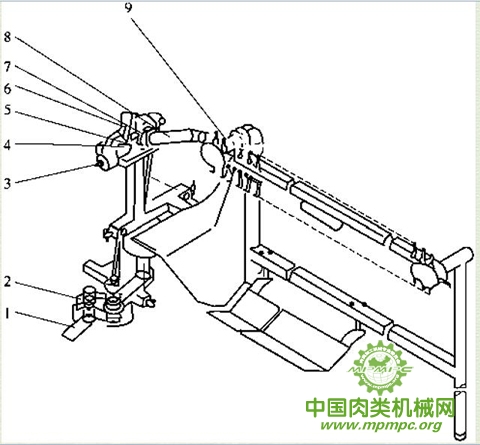
图6-33 挠肠筒和挂钩输送链结构示意图
1、套筒滚子链 2、交换链轮传动箱 3、手控开关 4、计量泵启动开关 5、圆头螺钉 6、紧急停车开关 7、挡圈 8、挠肠筒 9、挂钩输送链
表6-17 DB-2A自动灌肠机技术参数
| 项目 | 参数 | 项目 | 参数 |
| 生产能力(成品)/(t/h) | 1.25 | 压缩空气压力/MPa | >0.5 |
| 功率/KW | 2.2 | 外形尺寸/mm | 5100×410×1300 |
| 肉糜压力/MPa | 0.3~0.4 |
真空叶片式灌肠机具有如下特点: ①配有真空系统,保证了灌装过程在真空状态下进行,延长产品保存期; ②机器支承部分,机体及料斗全部由不锈钢制造; ③分份范围:5~1000g (5 ~999g时,可选0.1g步进); ④速度及暂停时间均可采用无级调整,灌装量测定,节数测定,到达预定数量自动停机; ⑤回吸以及第一节重量补充功能; ⑥灌装及自检程序; ⑦可存储100个灌装程序; ⑧打卡机由电子脉冲控制。
FREY公司的各种型号真空叶片式灌肠机的技术参数如表6-18所示。
| 型号规格 技术参数 | 小金钢 | 康迪C50 | 康迪E80 | 康迪5200 | 康迪300 | 双一康迪 |
| 灌装能力/(kg/h) | 2200 | 2600 | 3600 | 4500 | 9000 | 2×3600 |
| 分份速度(以100g/份计)/(份/min | 240 | 280 | 350 | 400 | 420 | 2×350 |
| 料斗容量/L | 50 | 15/80 | 15/80 | 230 | 330 | 330 |
| 灌装压力/×105Pa | 25 | 35 | 35 | 35 | 35 | 35 |
| 驱动系统 | 液压 | 液压 | 同步伺服电机 | 同步伺服电机 | 液压 | 2×同步伺服电机 |
| 整机功率/kw | 5.0 | 5.5 | 5.5 | 7.0 | 11.2 | 13 |
| 毛重/kg | 420 | 490 | 525 | 970 | 1535 | 1650 |
| 可选提升装置 | - | 小型提升机 | 小型提升机 | 机载200L提升机 | 机载200L提升机 | 机载200L提升机 |
表6-18 真空叶片式灌肠机技术参数
2.香肠剥皮机
经过蒸煮、冷却的香肠由剥皮机自动地将肠衣剥离,供罐藏使用。如图6-34所示为香肠剥皮机结构示意图。
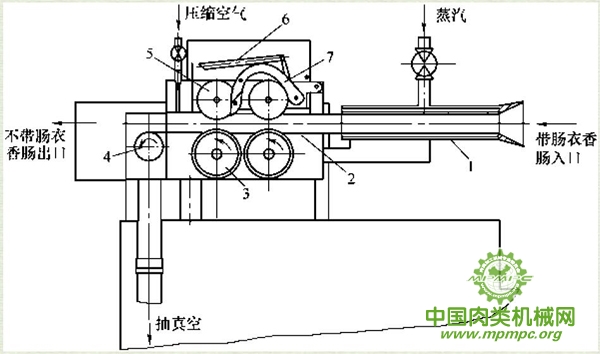
图6-34 香肠剥皮机结构示意图
1、蒸汽喷射管 2、导向管 3、给料轮 4、真空轮 5、调节压轮 6、拉簧 7、刀架
带肠衣的香肠进入蒸汽喷射管1,通过直接蒸汽瞬时加热,使肠衣软化并脱离香肠表层,香肠随即进入导向管2,在上有调节压轮5,下有给料轮3带动的前移过程香肠被刀架7的刀尖划破肠衣(注意: 刀尖不能划破香肠表层)。当香肠继续前移时,压缩空气喷气口直吹划破口,使肠衣剥离香肠,香肠通过快速旋转的带孔真空轮4向前抛出,而肠衣在真空轮4处被吸入真空管道,进入真空室,真空室需定时清理肠衣。香肠剥皮机的技术参数见表6-19。
| 项目 | 参数 | 项目 | 参数 |
| 生产能力/(t/h) | 0.625(成品) | 压缩空气压力/MPa | 0.3 |
| 功率/kw | 2.2 | 外形尺寸/mm | 1550×610×1200 |
| 蒸汽压力/MPa | 0.3 |
表6-19 香肠剥皮机技术参数
此机结构简单,维护方便,每天主要检查刀架7上的刀尖是否锋利及真空轮4处是否被肠衣堵塞,并定时清理真空室。
3. 烘熏房
(1) 功能用途 烘熏房是具有干燥、烟熏、熟化、蒸煮等综合功能的装置,对香肠进行热加工处理,使香肠具有一定的风味及特色的外观。
烘熏房不仅用于灌肠类肉制品,也可用于其他肉类制品和鱼制品的焙烤和烟熏。
现代烘熏房配有合理管道系统、烟气发生器和调控仪表,以形成准确的气流循环和烘熏房内所需温度和相对湿度,使物料在制造过程中不受外界气候变化的影响,从而使产品能快速和均匀地烘干及熏制。
国际上较为著名生产烘熏房设备的有德国的Atmos公司、Vemag公司等。国内也有该类设备供应。
(2)结构原理 烘熏房装备有送风管、回风管、排风管、空气加热装置、烟气发生器以及循环风机和排气风机等装置。如图6-35所示为烘熏房结构示意图。设备具有两种形式,一种是循环风机置于设备的右侧,排风机置于设备的顶部; 另一种形式是循环风机和排风机皆安装于设备顶部。装料小车的外形尺寸为1m× 1m×2m,烘熏房内容纳小车的数量可从2辆到12辆。该设备按生产能力已形成系列化。
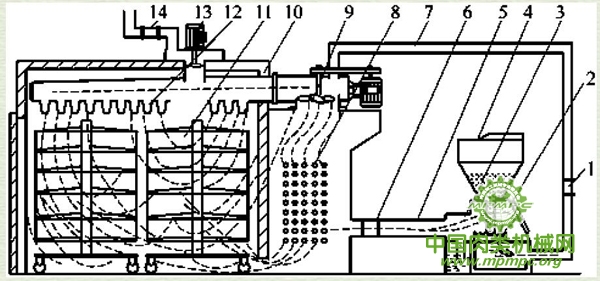
图6-35 烘熏房结构示意图
1、进气调节阀 2、烟气发生器 3、烟气洗涤室 4、木屑供料斗 5、进烟管 6、烟气调节阀 7、空气/烟气旁通管 8、蒸汽间接加热管及蒸汽喷管 9、循环风机 10、空气/烟气混合管 11、装料小车 12、混合气进气口 13、排风机 14、排气调节阀
由于烘熏房具有干燥、蒸煮和烟熏三种不同的功能用途,其结构设计上需满足不同工艺和加工机理对设备的要求。干燥过程需提高设备内循环空气的温度,同时降低和保持一定的空气相对湿度,需排放一定量的空气,对空气的加热采用蒸汽加热管或电热管间接加热方式。蒸煮过程主要利用蒸汽对物料进行直接加热,设备内装置蒸汽喷管,使蒸汽与循环空气充分混合,蒸煮后对物料的冷却,可以采用冷却水喷淋冷却或循环空气冷却的方式。烟熏过程是采用一定温度的烟气空气混合气对物料进行熏制,为了提高烟熏制品的质量如防止香肠衣破裂、香肠表面起油、使烟气更有效地渗透到物料内部等,对烟气空气混合气相对温度有一定的要求。为此烘熏房的设计需考虑烟气发生器、间接加热装置、直接蒸汽喷管以及进气排气调节阀等。新型的烘熏房配有微机控制,可全自动操作及自编程序,温度、湿度、中心温度、工艺时间等均可通过数字显示计得到监测。
烟熏装置基本上有三种类型: 自然空气循环式、强制通风式、连续式。还有不少在这三种类型基础上加以改进的形式。
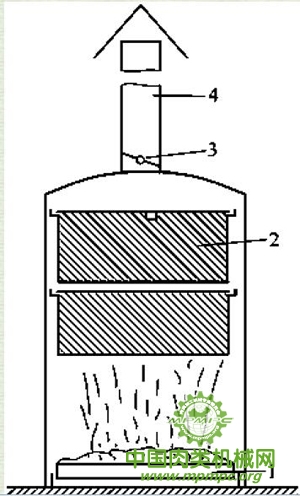
图6-36 简单烟熏装置
1、熏烟发生器 2、食品挂架 3、调节阀门 4、烟囱
空气自然循环式设备(也叫直火式烟熏)是在烟熏室内燃着发烟材料,使其产生烟雾,利用空气自然对流的方法,把烟分散到室内各处。直火烟熏法有千年以上的历史,常见的有单层烟熏炉、塔式烟熏室等。简单烟熏装置如图6-36所示是从最下面一层发烟,需要强熏的培根等放在最下层,需要淡熏的维也纳香肠放在上层,这种烟熏设备,一次可以熏制好几种制品。烟熏室整体细而高,呈塔状。直火式烟熏设备由于是依靠空气自然对流的方式,使烟在烟熏室内流动和分散的,存在温度差、烟流不匀、原料利用率低、操作方法复杂等缺点,目前只有一些中小型企业仍在使用。
强制循环式烟熏设备不在烟熏室内发烟,而是将烟雾发生器产生的烟,通过鼓风机强制送入烟熏室内,对制品进行烟熏。这个方法特别适用于生产全煮熟或半煮熟产品。它们不仅能更正确地控制烟熏过程,而且还能控制比烟熏更重要的熟煮温度以及成品的干缩度。空气循环由鼓风机进行控制,因而空气可以全部再次循环,或部分再次循环,或全部向外排除掉。因此,这种类型的烘熏房空气能均匀流动,还能良好地控制温度。空气强制流通烘熏房不仅能控制空气或烟熏流速,而且通常还能调节相对湿度。烘熏房内温、湿度控制系统的组合见图6-37。在湿度控制系统内还必须装有能始终保持装水盘内充满水的自动控制系统,否则由于烘熏房内温度较高,水盘内的水会迅速蒸发,这就难以达到控制烘熏房内相对湿度的目的。
在目前连续生产系统中,已有专供生产香肠制品用的连续烘熏房设备,见图 6-38。这种系统的生产能力通常可达到 1.5~5.0t/h,温度和相对湿度可专门控制,烟熏部分是另外配置熏烟发生器,可在不停产的情况下清理和检修,能连续生产并能较好地控制香肠制品的干缩度。该系统优点是占地面积比生产量相同的烘熏房要小,节省劳动力,生产效率高,但设备投资费用较大。
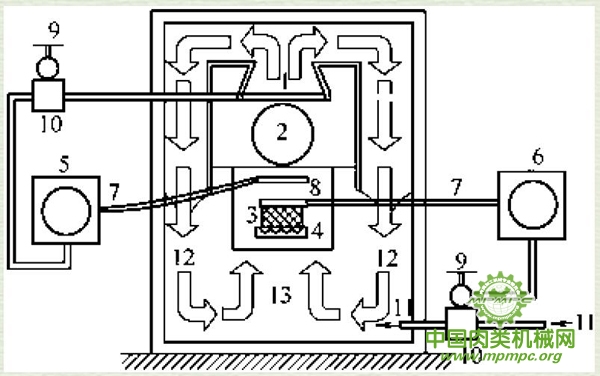
图6-37 烘熏房内温、湿度控制系统组合示意图
1、干热空气 2、鼓风机 3、湿纱布 4、装水盘 5、干球温度控制仪 6、湿球温度控制仪 7、毛细管 8、感受器 9、阀门 10、蒸汽阀 11、常压蒸汽 12、热空气 13、返回空气
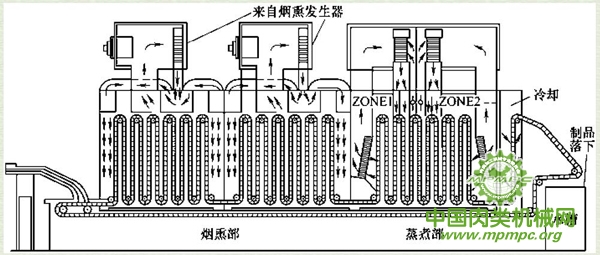
图6-38 连续式烘熏房设备
《肉类产业资讯》编辑部 整理



