




肉及含肉食品的热加工环节既是加工工艺的需要,也是控制产品卫生安全的要求,通过蒸、煮、油炸或其他方式,可使产品不含致病性微生物。不论采用何种加热方式,均应注意温度、加热时间等参数组合的有效控制。
《出口食品生产企业安全卫生要求》第十条中规定“应对速冻、冷藏、冷却、热处理、干燥、辐照、化学保藏、真空或改良空气包装等与食品安全卫生密切相关的特殊加工环节进行有效控制,应有科学的依据或国际公认的标准证明该环节采取的措施能够满足安全卫生要求”。与此对应的是,《GBT 25007-2010 速冻食品生产HACCP 应用准则》指出热处理应在70℃以上停留不少于2min,然后尽快地降到10℃以下;《输日热加工偶蹄动物产品卫生要求》中规定加热处理的制品需满足煮沸或暴露在100℃以上的蒸汽下,产品中心温度必须达到70℃或以上不少于1min;通过其他的任何方法加热, 使禽肉及其产品的中心温度在至少70℃或更高的温度下保持30min 或更长。在许多生产企业,加热环节被设定为关键控制点(CCP)。
完整的加热验证应包含三个方面:验证加热过程中热处理设备的热分布是否均匀,是否存在明显的冷点;验证加热过程中加热方式对产品的穿透温度,是否满足相关法规和标准的要求;事后对加热效果的验证,即检测产品被加热的程度, 是否符合熟制的指标。
基于此,建立一种结合热分布、热穿透和产品可溶性蛋白检测等全流程技术路线来涵盖加热过程和效果的验证,使出口食品生产企业和检验检疫部门能满足和应对国内外的各类技术和认证要求,也可为HACCP 实施提供了科学、便捷的有效性验证,保证出口食品企业的日常监管和安全卫生监控计划的执行。
1 热分布与热穿透检测
原理为使用一定数量的套装无线温度传感器对加热过程蒸柜( 箱) 中具有代表温度意义的位点定时进行温度检测和记录。每套传感器含双探针,分别为环境温度探针和中心温度探针。其中环境温度探针暴露在加热环境中监测环境温度, 中心温度探针插入肉产品中心检测产品在加热过程中的中心温度。收集到的数据经过应用软件的处理而获得蒸柜(箱)的热分布情况及产品热穿透的情况。
2 肉及含肉产品的变性蛋白检测
原理为畜禽肉类富含蛋白质,其中的可溶性蛋白质在加热条件下,不耐热化学键断裂,蛋白质组成发生变化,溶解度降低,粘度增加,这种变化的程度与加热终点温度之间存在联系,因此检测热变性蛋白分子量便可对加热终点温度得出推断。相关的方法有SDS-PAGE 电泳、微流芯片电泳、特定酶活性测定、特定蛋白质免疫学检测等。其中变性蛋白电泳的方式受加热方式影响不大,可将待测样品分成两份,一份用水浴和中心温度计进行加热控制,模拟要求达到的温度和维持时间, 该样品记为(H),未经模拟处理的样品记为(C),将两份样品同时做电泳检测,如果两者的电泳条带一致或类似, 说明该样品已达到要求的加热温度和加热时间;如果样品(C) 的电泳条带明显多于样品(H),说明检样没有达到要求的加热温度和加热时间,存在加热不充分的状况。
3 热分布、热穿透与变性蛋白检测结合的应用
测试器材结合采用丹麦Ellab TS-Pro 无线热处理过程验证系统和美国bio-rad Experion? 全自动蛋白芯片检测系统。
以上海地区禽类加工企业甲为例。产品为蒸煮鸡腿肉串27g,加热工艺为100℃ 蒸汽8min , 蒸箱容积为3.2m×3.2m×3.3m,设置10 个位点供10 辆小推车安放,实际使用其中8 个位点,以字母编号A 到I,每辆小推车可放置9 层隔板,可供测试选择的测温点位于小推车的第1(底层:下测点)、第5(中层:中测点)、第9(顶层:上测点)三层平面中央。
共放置19 个温度传感器,其中A、B、D、G 各取3 个测温点,C、F 取上测点和中测点,I 去上测点和下测点,E 取中测点。各传感器被激活后,每隔5s 测一次温度。获得的箱体热分布曲线如下图1。
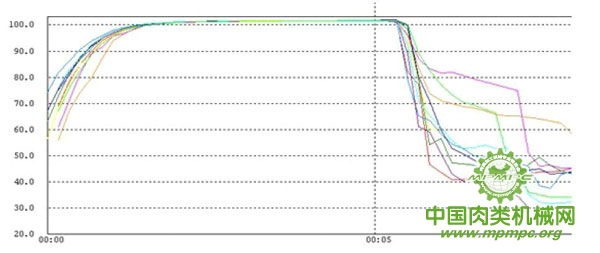
图2 ~ 4 和表1 分别显示不同布点的产品热穿透状况。
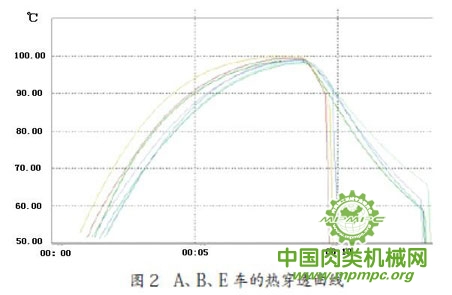
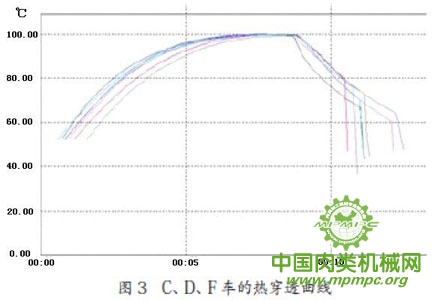
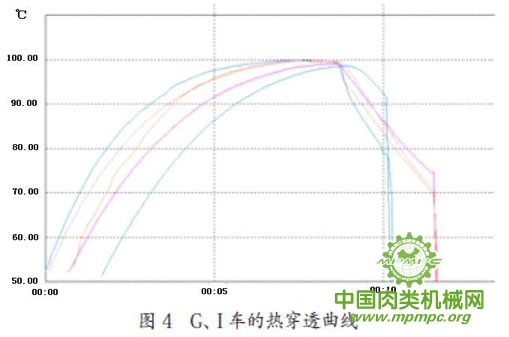
表1 各测温点的温度维持时间
| 位点/维持时间(min) | A上 | A中 | A下 | B上 | B中 | B下 | E中 |
| 70℃以上 | 6.5 | 7.5 | 6.9 | 6.5 | 6.9 | 6.5 | 7.1 |
| 83℃以上 | 5.2 | 6.4 | 5.6 | 5.1 | 5.5 | 5.1 | 5.9 |
| 位点/维持时间(min) | C上 | C中 | D上 | D中 | D下 | F上 | F中 |
| 70℃以上 | 7.5 | 7.4 | 7.6 | 7.6 | 6.7 | 7.0 | 7.5 |
| 83℃以上 | 6.4 | 6.3 | 6.5 | 6.5 | 5.5 | 5.9 | 6.3 |
| 位点/维持时间(min) | G上 | G中 | G下 | I上 | I下 | / | / |
| 70℃以上 | 7.5 | 7.6 | 7.6 | 7.6 | 6.4 | / | / |
| 83℃以上 | 6.0 | 7.0 | 6.5 | 7.4 | 5.0 | / | / |
取温度维持时间较短的5 个产品进行蛋白质检测,每个产品分2 份,其中1 份在水浴中加热至中心温度达70℃以上维持1 min 后立即在冰浴中冷却。获得微流芯片电泳结果。
该企业蒸箱体热分布测试显示,各测点皆能满足最高温度≥ 100℃的要求。热穿透测试显示,所有测点都能达到70℃ 以上, 维持时间1min 以上的加热效果,符合对日出口禽肉加热安全的要求。成品的蛋白质电泳图谱也显示(H)样品和(C) 样品可溶蛋白条带相似,表明产品经过了充分加热,达到了在70℃维持1min 以上的加热要求。
再以上海地区出口速冻方便食品企业乙为例。产品为蒸煮炸鸡块,待加热内容物由传送带连续送入美国产COOKSTAR-700 蒸箱, 通过箱体内两个可独立调节的加热区域以达到加热目的。测试使用英国DATAPAQ TB5815B 自动温度记录仪,根数据线均匀分布在网带横向4个有代表意义的位置,分别设定为A、B、C 和D点,随传送带进入蒸箱进行温度检测和记录,收集到的数据经过计算机处理从而获得该蒸箱内部热分布情况。
按1min 为间隔,进行同时刻数据分析,结果见表2。温度单位为℃。
对于各位点的热穿透数据:在70℃、74℃、80℃以上维持的时间见下表3,时间单位为min。
表2 各测温点热分布数据分析表
| 测温点 时间(min) | A | B | C | D | 最大温差 | 平均温度 | 最低测温点 |
| 0:02:20 | 101.6 | 101.1 | 102.9 | 100.7 | 2.2 | 101.6 | D |
| 0:03:20 | 104.9 | 103.0 | 104.7 | 102.9 | 2.0 | 103.9 | D |
| 0:04:20 | 106.7 | 106.3 | 106.8 | 106.0 | 0.8 | 106.5 | D |
| 0:05:20 | 105.4 | 105.3 | 105.5 | 105.8 | 0.5 | 105.5 | B |
| 0:06:20 | 105.7 | 105.7 | 105.8 | 106.0 | 0.3 | 105.8 | A、B |
| 0:07:20 | 105.8 | 106.2 | 105.7 | 105.8 | 0.5 | 105.9 | C |
表3 各测温点热穿透数据分析表
| Spot T(min) | A 有红色方块 | B 绿色 | C 蓝色 | D黑色 |
| ≥70℃ | 5:16 | 5:34 | 5:40 | 4:52 |
| ≥74℃ | 4:56 | 5:14 | 5:18 | 4:26 |
| ≥80℃ | 4:16 | 4:34 | 4:36 | 3:38 |
在70℃以上维持最短时间为0:4:52,位置在D位。
取A-D 四个测温点的产品进行蛋白质检测,获得微流芯片电泳结果。
该企业蒸箱体热分布测试显示,蒸箱整体环境保持在100℃以上达5.5min,瞬时热分布差异<0.6℃,热分布基本均匀。相对冷点位置位于传送带的D 位点。热穿透数据显示:所有位点的产品的中心温度温度都达到了70℃维持1min 的要限。
成品的蛋白质电泳图谱显示产品经过了充分加热,达到了在70℃维持1min 以上的加热要求。因此使用该设备并配套该加热工艺能够满足产品安全加工的需求。
4 讨论
加热是一个常见的关键工序。《出口食品生产企业备案管理规定》(2011 年第142 号国家质检总局令)附件3《出口食品生产企业备案需验证HACCP 体系的产品目录》将肉及肉制品类列为需HACCP 体系验证的七大类之一。使得加热几乎是生产熟制肉及含肉产品企业必备的关键控制点之一。
《输日热加工禽肉及其产品动物卫生要求》中明确“蒸柜(箱)温度必须达到100℃,产品中心温度必须达到70℃或以上,时间1 分钟以上。”同时对加热环境温度和产品中心温度提出了要求。加热环境温度是产品达到加热穿透温度的前提,当前者不能满足相关要求时,如蒸箱内环境温度未达到100℃,即使热穿透温度已超过70℃也不应算作维持时间。而当环境温度满足要求,由于箱体的冷凝水、产品的堆垛过于密集,托盘设计不当以及蒸箱内温度传感器的布点等因素也可能使局部位点产品的实际热穿透温度未到规定温度和规定时间。热穿透的效果可以通过双探针温度传感器中心温度探头同时测定,也可通过对肉及肉制品成品的变性蛋白的电泳检测结果来判断,值得一提的是变性蛋白的电泳结果指示加热终点温度,仅能判定成品是否经过卫生要求规定的加热过程,对超过加热要求的温度和时间无法明确提示。
将热分布、热穿透测定与加热后产品的变性蛋白电泳综合应用,一方面针对生产中的对加热过程,验证加热方式对产品的穿透温度,在提供美味可口食品的同时确保热加工效果达到相关法规和标准的安全要求,一方面针对成品的被加热程度, 判断其是否已符合熟制指标。两者的结合覆盖了过程监测和成品检验,串起一个完整的检验检疫监管链。尤其当某些客观情况下,如产品的体积和质地或加热方式(如隧道式油炸)不适宜安置温度探头,热穿透检测无法进行时,产品的变性蛋白检测是对热分布结果的良好补充和佐证,其直接对加热程度的验证结果也是产品合格与否的判定依据。



