




连续多塔式静水杀菌压装置是由已经在国外沿用近百年的连续高塔式杀菌釜衍生而来的。高塔式杀菌釜的主要特点就是利用静水压的原理,用水将产品进出杀菌舱的通道加注满以后将气体的通道加以密封,同时还可以保持杀菌舱内的压力。但由于连续式高塔式杀菌釜进出杀菌舱各只有一个水舱,要获得一定的压力,就需要建造相应高度的水舱(塔高达近20米),这就给这类杀菌装置的普及应用带来的一点的屏障(场地、产量、包装材料等因素)。这一原理就是采用U形差压计的原理,例如我们平时所常见的水银血压计的工作原理就是这样,如下图:
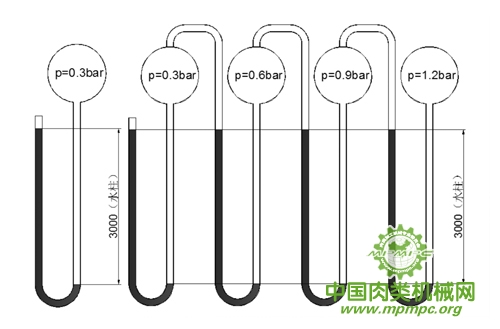
在一个U型管的结构中(如已有的高塔式静水压杀菌釜),其密封的球形体内的压力与等同于水柱的高度所产生的静水压,图中的水柱高度为3米,则球形体的压力为0.3bar。如果将几个U型管进行叠加(如本文介绍的多塔式静水压杀菌釜),则在最终的球体内就可以获得多个水柱所叠加后的压力,图中每段的水柱高度为3米,则4段水柱叠加在一起的总高度为12米,通过依次叠加的压力,在最后一个球形体内就可以获得1.2bar的压力。
连续多塔式静水压装置,就是利用了上述多个U型管压力叠加的原理,将连续高塔式杀菌釜的高塔部分一分为几,用多个高度较低的水舱来替代单个的高水舱,这就给制造、安装、使用带来了更多的便利,降低了使用条件(场地、产量、包装材料等方面)。
连续多塔式静水压装置杀菌,是靠着水面以下所产生的压强在水面以下随着深度的增加而逐渐增加的原理,来实现在杀菌腔体内保持相应压力。同时作为保持杀菌腔体内压力的水体,在起到密封的作用的同时,还不影响被杀菌产品进出杀菌腔体,所以说这是一个非常理想的杀菌模式。
连续多塔式静水压装置的工作原理如下图:

1. 在上图中可以看出,环形的链条带着产品依次经过装载产品处、从一端进入杀菌装置中、从杀菌装置的一端出来、经过产品卸载处后完成一个杀菌循环的全部工艺流程;
2. 在上图中A处为产品进入端,Z处为产品输出端;
3. 在装置中A-B、C-D、E-F、G-H、I-J这五段组成了静水压增压装置。每一段的水柱高度为6米,则可以获得的最大增压数值为0.06MPa,五段总计可以获得0.3MPa的压力差(杀菌装置内与常压环境的压差);
4. 在装置中的J-K-L-M-N-O-P-Q端组成了杀菌段,在杀菌段温度被控制在工艺要求的杀菌温度,如果是采用蒸汽杀菌的杀菌模式,则杀菌段内的压力为杀菌温度状态下所对应的饱和蒸汽压力;
5. 在装置中Q-R、S-T、U-V、W-X、Y-Z这五段组成了静水压减压段,同增压段一样,每一段的水柱高度为6米,可以获得的最大减压数值为0.06MPa,则五段总计可以获得同增压段一样的0.3MPa的压力差,从而使得产品所处环境从杀菌舱段的杀菌压力平缓过渡到常压压力;
6. 通过下图可以更加清晰地理解利用盛装在装置中的水是怎样进行增压:

a. 产品由链条带着,从A点处进入连续多塔式杀菌装置的入口。
b. 当产品由A处进入后向水下的行进过程中,由于水在重力的作用下其压强也逐渐增加,产品在水中每下降1米,则压力也就增加0.01MPa,由A处至B处,两个水面的高度差为6米,在B处就需要用0.06MPa的压缩空气来抵消这6米高的水压。
c. 由于在B处至C处是充满着压缩空气,而空气的密度仅仅是水的密度的约1/800,则完全可以认为B处与C处的压力是相等的,即C处的压力为0.06MPa。
d. 由C处至D处,又有6米的水位落差,同样的道理,要保持C处的水位低于D处6米,则在D处就会有6米水位的落差所产生的压力再加上C处的压缩空气所产生的0.06MPa压力,所以就必须在D处的水面上施加0.12MPa的压缩空气,利用压缩空气的压力来保持D处的压力以平衡D 处水中的压力。
e. 依次类推,产品在每一个静水压段的水中每经过一段,其环境的压力就会增加相应水位高度所产生的压力,直至到达J处,产品所处环境压力最高可以达到0.30MPa(每段增加0.06MPa,共5段)。
f. 在杀菌段(装置中的装置中的J-K-L-M-N-O-P-Q端),可以恒定地保持各个增压段所获得的压力。
g. 在杀菌段,可以是蒸汽式杀菌模式,也可以是淋水式或浸水式杀菌模式。
● 蒸汽式杀菌模式可以适用于以马口铁材质制做的三片罐、两片罐为包装材料的产品,这类包装材料具有较好的强度,可以承受包装装材料内在高温下产生的较高压力;
● 淋水式杀菌模式则可以适应几乎所有的软包装产品。因为在淋水式杀菌模式下,杀菌舱内的压力远远高于所选杀菌温度时水的汽化压力;
● 经过严格的计算,对于生产批量较大的充气式铝合金易拉罐类产品,同样可以进行相应工艺的杀菌生产。
h. 当产品杀菌结束,运行到Q处进入水中后,则与静水压增压段相反,是由水的下面进入水中,然后逐渐在水中升高,这样产品周围环境的就会逐渐降低。
i. 静水压降压段压力的原理与前述静水压增压段压力升高的原理正好相反,同样是利用压缩空气来将各个降压段隔离开来,从而实现利用水的静压力来逐渐由杀菌舱处的杀菌压力过渡到常压压力。
6.产品的装卸
根据不同的包装材料、不同的被杀菌物料,可以有多种不同的装载形式。如下所述:
a. 对于长径比较小的产品(罐体高度/罐体直径)来说,可以采用如下的装载方式:
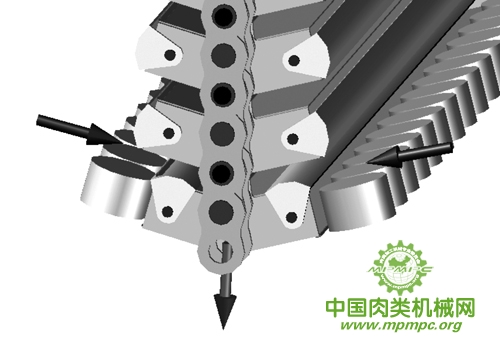
在链条带着装载产品的小笼筐运行至产品装载处时,笼筐上的产品挡盖将会自动开启(由相应的机械装置定点拨开),相应的产品输送装置将产品送入笼筐之中。当链条带着笼筐通过产品装载位置之后,则产品挡盖又重新复位将产品挡住以防在运行过程中产品从笼筐中脱落。
当链条带着笼筐运行至卸载产品处时,笼筐上的产品挡盖将会自动开启(由相应的机械装置定点拨开),产品将会靠着重力的作用自动从笼筐中滑出落至输送装置上被输送走,如下图:
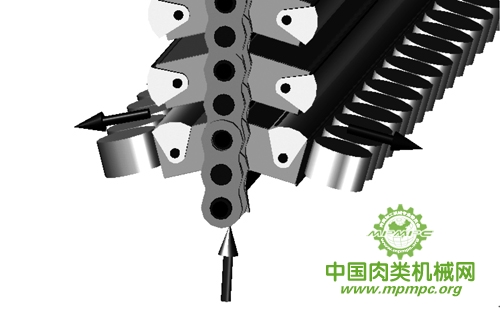
b. 通过上述产品进、出笼筐的示意图和说明可以得知,产品进出笼筐的关键之处在于笼筐呈V字形的结构。当产品进入笼筐时,笼筐的位置是V字形开口向上,产品将会从输送装置上靠着重力的作用滑入笼筐中。反之,当产品需要从笼筐中卸出时,链条带着笼筐运行的位置是V 字形开口向下,产品同样是靠着重力的作用从笼筐中滑出落至传送装置上。
c. 产品的装卸、链条的运行、笼筐上产品挡盖的启闭等这些动作的协调,全部是靠着机械同步机构来实现的
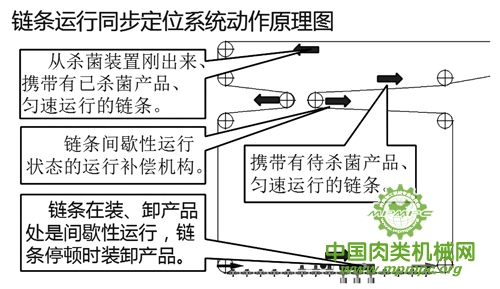
d. 对于一些产品的包装形式呈长径比较大的产品,则可以采用如下所述的装卸方式:

在上述的产品装卸过程中,需要将运行中的主链条停顿下来,以便于对产品进行装卸的操作,这一结构的具体原理如下图:
e. 还可以根据其它形态的包装材料,有针对性地设计出相应的装载产品的笼筐悬挂在链条上,从而实现对产品进行连续杀菌的目的,其具体的结构在这里就不再一一的赘述。

7. 杀菌模式的选择
前面已经指出过,连续多塔静水压式杀菌装置具有蒸汽式杀菌、淋水式杀菌与浸水式杀菌等多种选择,具体的选择原则如下:
a. 蒸汽式杀菌 蒸汽式杀菌是最为节能的一种杀菌方式,因为在连续多塔静水压式杀菌装置的杀菌段,当采用蒸汽式杀菌模式时,蒸汽的热量几乎全部用来对产品进行加热(当然设备本身在内部处于高温状态下会有一定的热量散失掉,但在同样温度下,各种模式杀菌时这部分的热能损失量都是一样的),而且在整个杀菌腔体内各处的温度数值是几乎一样的。在蒸汽杀菌模式时,在连续多塔静水压式杀菌装置的杀菌腔体内是呈现饱和蒸汽的状态,在这个环境中其各点的压力几乎是一样的,所以各点的温度也毋庸置疑地认为是一致的
b. 对于蒸汽式杀菌模式来讲,有一个概念性的问题需要澄清。在饱和蒸汽状态下,温度与压力是具有一一对应的关系。当杀菌腔体内温度降低时(蒸汽出现冷凝,释放汽化潜热),势必同时引起压力的下降(蒸汽冷凝后此空间内呈气态的蒸汽量减少,总的空间容积不变,只能是压力的降低),此时自动控制系统将向杀菌腔体内注入新的蒸汽,由于杀菌腔体是密闭的空间,新进入的蒸汽将会导致这一空间内蒸汽的压力(处于饱和蒸汽状态)的升高,继而也使得此环境中温度有所提高。但需要特别注意的一点是,新进入的蒸汽仅仅是使腔体内的压力与温度升高了,并没有均匀扩散至腔体的各个部位。换句话来讲,就是产品周围的蒸汽由于在产品表面冷凝后将蒸汽的汽化潜热传递给了产品,导致腔体内压力与温度的降低,当温度与压力自动控制装置检测到变化时会迅速进行蒸汽的补充,则在此引起产品周围蒸汽的温度和压力升高,如果产品的温度此时还没有达到当前饱和蒸汽的温度值,则原来产品周围的蒸汽就会继续在产品表面冷凝对产品加热,这就说明对产品加热的这部分蒸汽,不是即刻从蒸汽输送管道内进入杀菌腔体内的那部分蒸汽,这是蒸汽式杀菌模式与淋水式或是浸水式杀菌最本质的一点区别。对于制订杀菌工艺的技术人员或是杀菌装置制造方面的设计人员来讲,弄清楚这一加热原理是至关重要的。
c. 蒸汽式杀菌模式下,杀菌腔体内(被杀菌产品的周围环境)是处于饱和蒸汽状态的,但被杀菌产品的包装材料内并不是处于完全的没有空气的状态(由于被杀菌物料的热胀系数与包装材料的热胀系数不会完全一样,一般的罐头内都留有一定量的顶隙空间),当被杀菌物料和混入其中的空气受热膨胀时,将会引起包装材料内部的压力大于此时温度下的饱和蒸汽的压力,所以采用饱和蒸汽杀菌模式的杀菌工艺仅仅只适用于在高温状态下仍然具有相当强度的包装材料(例如马口铁类罐头)。
d. 对于软包装类产品,就不能采用饱和蒸汽状态下的杀菌模式了。因为随着温度的升高,包装材料内的压力也将会随之升高,这样为了在高温状态下保护包装材料不受损坏,就必须使产品处于与包装材料内压力相等的(这里指的包装材料内部的压力,是在包装材料的形状和包装材料内部容积保持不变的前提下而呈现的压力值)外部压力环境中,所以就应给杀菌腔体内注入一定量的压缩空气,用以将当时温度下的、在饱和蒸汽压力的基础之上压力再提高到与包装材料内部压力相等的数值上。
e. 杀菌腔体内有了空气的混入,就破坏了饱和蒸汽的环境,也就再没有办法利用饱和蒸汽状态下温度与压力呈现一一对应关系的特性(未来杀菌腔体内热分布的均匀性),只能采用热水作为介质来给产品进行加热。
f. 对于软包装类产品,只需产品包装材料的外部压力大于产品包装材料内部的压力即可,即保持包装材料不致变形即可。过高的压力当然对产品的杀菌质量有好处(例如高压可以增强产品的高温密度,有利于热量的传导,即提高热穿透的性能),但对于连续多塔静水压式杀菌装置讲,由于杀菌段压力的获得是由进出产品段的静水压段累积高度实现的,过量的压力提高势必导致设备总投资的增加。
g. 对于外形比较规矩、产品尺寸较大的产品,在杀菌段腔体内可以采用淋水式的杀菌模式。淋水式杀菌模式在整个杀菌腔体内的热分布可以做到与蒸汽式杀菌模式相仿的程度,因为在杀菌腔体内的所有产品所获得的水流都几乎是同一时刻从管道内流出来的温度一样的热水。
h. 对于包装材料的外形不规则、产品尺寸较小、每个杀菌笼筐内装载的产品是处于无序摆放状态,就必须采用浸水式的杀菌模式。在产品完全浸入热水中时,热水就可以与每一个产品表面的每一处相接触,继而达到对所有产品都均匀传递热量的目的。
i. 综合上述对产品的包装形式特性及各种杀菌模式的适应范围,将连续多塔静水压式杀菌装置的适应范围列于下表:
表一:
| 相目 | 蒸汽式杀菌模式 | 淋水式杀菌模式 | 浸水式杀菌模式 |
| 适用的包装形式 | 三片罐马口铁罐头 | PE瓶、两片罐易拉罐等 | 软包装类蒸煮袋类产品 |
| 杀菌温度范围 | 105℃~135℃ | 85℃~135℃ | 85℃~135℃ |
| 杀菌压力控制范围 | 0~0.22MPa | 0~0.35MPa | 0~0.35MPa |
| 每个静压段压力调整范围 | 0~0.06MPa | 0~0.06MPa | 0~0.06MPa |
8. 连续多塔静水压式杀菌装置在运行过程中温度与压力的控制
针对不同的包装材料、不同的被杀菌物料、不同的灌装温度,在连续多塔静水压式杀菌装置中其升温、保温、降温的方式也是有所区别的,下面就分别举例来说明在连续多塔静水压式杀菌装置的运行中对温度的控制方式:
a. 对于三片罐类产品,由于包装材料具有一定的强度,可以采用蒸汽式的杀菌模式。但由于物料向包装容器内灌装的温度不同,在升温、保温、降温的过程中也是有所区别的。
● 低温灌装的产品。
1)例如午餐肉类罐头,工艺上要求的罐装温度在4~10℃的范围内,对于这类罐头,在升温时就需要大量的热量,通常采取的升温方式为首先利用产品杀菌过程中的余热来对产品及进行预热,这样可以节约大量的能源。待产品的温度升高到一定数值后再经由静水压段进入到连续多塔静水压式杀菌装置的内部。因为产品在降温时温度降低到40℃左右即可,所以在需要将产品开始进入静水压段的温度提升至杀菌后出静水压段的数值。
2)这样做的另一个目的,就是在预热时可以将产品表面在灌装时所粘附的生鲜物料进行初步的加热,以起到初步杀菌的目的。
3)对于初步预热还有一个作用,就是由于温度的提高,可以将三片罐罐头产品内部的压力提升,这样就可以避免在产品进入静水压段后外界的水进入到产品内部。无论是静水压的升温段还是降温段,在设计产品的杀菌工艺以及连续多塔静水压式杀菌装置的具体结构时,匀应使产品内部的压力高于产品所处位置的压力,这样就可以从根本上杜绝外界的水进入产品内部的可能性。
4)在杀菌过程中,由于是采用的蒸汽式杀菌模式,所以在连续多塔静水压式杀菌装置中的杀菌段的腔体内压力仅仅是所处杀菌温度下水的饱和蒸汽压力,而这一压力是远低于产品内部的压力的(产品内部的压力是由所处温度状态下水蒸汽压力与空气压力的叠加)。
● 在85℃左右温度下灌装的产品。
1)例如一些蛋白饮料类的产品(椰汁、花生露等),出于产品灌装工艺的要求(卫生方面的安全性)这类产品的罐装温度较高,当产品杀菌结束后常温下包装材料的内部是呈现一定的真空状态的。
2)由于产品的灌装温度较高,且是蒸汽式杀菌模式,所以在进入连续多塔静水压式杀菌装置后要想尽可能多地在静水压段对产品进行加热,就需要有相应的温差存在,这是在设计整体装置时需要重视的一个问题。
3)由于产品是热灌装的,所以产品就同样可以以较高的温度从连续多塔静水压式杀菌装置出料端静水压装置内的水中出来,这样就可以保持着三片罐罐体内仍呈现出一定的压力,避免外界的冷却水等通过罐体上的密封面进入产品内部。
4)处于较高温度的产品,在连续多塔静水压式杀菌装置外部再经过单独设置冷却段,在这一冷却段,可以采用经过处理的、洁净度符合要求的冷却水对其进行冷却。
5)在单独设置的产品冷却段内,冷却水的流动方向与产品的运行方向是相逆的,这部分冷却水在这里仅使用一次,这样就彻底杜绝了现有普通杀菌釜冷却水处理装置所带来的处理微生物的麻烦。
6)在连续多塔静水压式杀菌装置外部进行冷却的原理如下图所示:
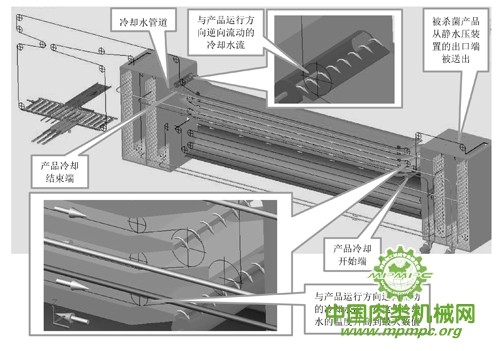
b. 在上图中,产品在链条的带动下从连续多塔静水压式杀菌装置的出口端静水压装置中出来后进入外置的冷却装置中,在冷却装置中,产品的运行方向与冷却水的流动方向是相逆的
c. 对于两片罐类产品的杀菌。由于两片罐材料很薄,罐体本身的抗弯强度很低,所以两片罐类产品灌装工艺中有滴氮工序,这样待封口后常温状态下在两片罐内就有约0.2MPa的内压,使得两片罐产品呈现出具有整体较高强度的状态。
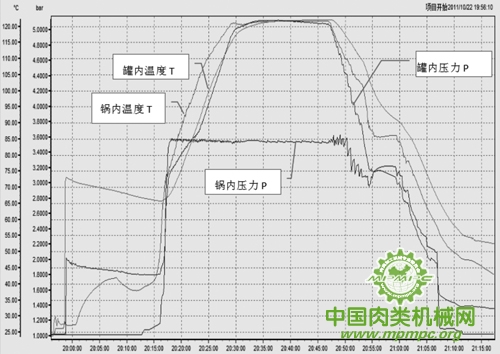
d. 两片罐产品在整个生产工艺过程中,其内部的压力是随着温度的变化而呈现较大变动的。由于易拉罐本身的强度有限(通常的状态下安全的承受压差约0.25MPa),在整个杀菌过程中,易拉罐内压力随温度的变化曲线如下图(这是在普通杀菌釜内进行两片罐杀菌所获得的数据):
e. 对于滴注氮气的两片罐类产品在连续多塔静水压式杀菌装置中进行杀菌,可以非常容易地实现上述图中所示这样的工艺要求。
●从灌装机内出来的两片罐产品,将会在短时间内进入到连续多塔静水压式杀菌装置入口端的第一段静水压装置中,在这里的水温将调整的与产品的罐装温度相仿(略高于产品的罐装温度),随着产品进入水中后环境压力的升高,产品的易拉罐罐体所承受的压差也将逐渐减小。
● 产品继续前行,进入第二段静水压装置内后,静水压装置中水的温度将会按照压力增高的速度相应地提高。
● 待产品运行进入到杀菌段,其杀菌腔体内的压力即升高到要求的数值上。在整个的杀菌过程中,将始终保持着杀菌温度和相应的压力不变。当然要值得注意的是,只有杀菌腔体内的压力保持稳定,各个静水压装置处的水位才能够保持相应的高度,这些都是相互牵连的因素(在后面将会更加详细地说明压力控制的机理)。
● 当杀菌结束后,与产品进入连续多塔静水压式杀菌装置时通过增压段的静水压装置相反,产品是从高温状态开始,在通过减压段的静水压装置的过程中,随着压力不断地降低,静水压装置内的水温也需要不断地降低,以便使产品的易拉罐所承受的压差保持在要求的范围内。
● 为了降低连续多塔静水压式杀菌装置的总体造价,将两片罐易拉罐产品的一部分冷却工序设置在杀菌装置外面进行,即在设计降温工艺流程中使两片罐易拉罐从降压段静水压装置出来时,温度还在80℃左右,余下所需的降温过程在杀菌装置以外进行,这样就可以减缓在静水压段的降温幅度,使得产品进出杀菌装置的温度基本相等,这将有利于在杀菌装置中温度与压力的准确控制。
● 在杀菌装置外部设置的冷却装置,如前所述,冷却水的流动方向与产品的运行方向是相逆的,这样就可以获得一定量温度较高的热水(利用这些热水可以对前处理工序的原料水进行初步的加热)而节省大量的热能。
f. 在连续多塔静水压式杀菌装置内的压力控制是比较关键的一项,在蒸汽式杀菌模式下,杀菌装置内各段的压力控制原理如下:
● 在蒸汽式杀菌模式下,杀菌段是呈现饱和蒸汽状态的,此时的压力是此杀菌温度下饱和蒸汽的固有压力,这一压力是与饱和蒸汽的温度相一一对应的,如果检测到压力有所降低,仅需向杀菌腔体内补充蒸汽既可。一旦向杀菌腔体内注入了蒸汽,压力和温度将会同时相应升高。
● 在静水压的几个增压段(也是升温段),压力是逐渐升高的,同时各个静水压增压段内水的温度也需要逐渐地升高,直到产品接近杀菌腔体时水温应该升高到距杀菌温度一定的数值(具体的水温根据不同的产品、产量、内容物等来确定)。值得一提的是在各个静水压增压段(静水压减压段亦同)保持每个静水压段的水位差的压力是来自压缩空气的。静水压段内的水不但是起到逐渐增压的作用,同时也起到逐级对杀菌段腔体的密封作用,而且水的密封作用又不影响产品通过静水压段进出杀菌腔体。
● 在静水压的几个减压段(也是降温段),压力是逐渐降低的,同时各个静水压减压段内水的温度也需要逐渐地降低,直到产品接近常压的压力时水温应该降低到需要的温度数值(具体的水温根据不同的产品、产量、内容物等来确定)。
g. 连续多塔静水压式杀菌装置在淋水式杀菌模式(浸水式杀菌模式亦同)下的压力控制原理如下:
● 与蒸汽式杀菌模式基本相仿,所不同的是在一般的情况下,要求杀菌腔体内的压力要比杀菌温度所对应的饱和蒸汽压力要高一些,使得在此杀菌温度下的水不会沸腾。这样做的目的是让处在此杀菌温度下的产品不至于由于其包装材料内部压力的升高而胀破包装材料,杀菌状态下产品周围的环境压力就必须要比此杀菌温度所对应的饱和蒸汽压力高出许多(参见8项d条内的图中所示〖锅内压力〗与所对应的〖锅内温度〗数据),例如对于两片罐类产品、软包装类等产品的杀菌就是。
● 由于淋水式杀菌模式下(浸水式杀菌模式亦同),在同样的杀菌温度时压力要比蒸汽式杀菌模式状态下高一些,则在保持静水压增压段(减压段也是相对应的)每一段的高度不变情况下(每一段的高度在5m~6m),就需要按杀菌压力的要求增加相应的静水压段。
9 在连续多塔静水压式杀菌装置中,杀菌腔体内的最高杀菌压力是有上限的,压力上限的数值就是每个静水压增压段(同样对应每个静水压减压段)所能得到的水位压差(亦是水位落差)与静水压段数之乘积。连续多塔静水压式杀菌釜装置与普通杀菌釜装置相比较,还有一个较大的特点就是能源的节约。
a. 在连续生产过程中,一部分的节能是利用已杀菌产品的余热来加热待杀菌产品。因为在连续生产的过程中,总是不断地有已杀菌产品需要降温和待杀菌产品需要升温,将这一过程进行热量交换,从而达到余热利用的目的。原理如下图:

b. 在连续生产过程中,另一部分的节能是利用已杀菌产品的降温余热来加热原料(主要是针对饮料类产品)液体。例如饮料加工中的RO水,通常的工艺是在进行灌装前要将其从常温加热至灌装温度(例如85℃),如果利用产品的杀菌余热来将RO水首先从常温加热升温一些温度,然后再利用原有的加热装置将其加热至需要的罐装温度,在连续化生产过程中,将会产生很大的效益。这一点的工作原理在前面已经叙述过,主要是通过在连续多塔静水压式杀菌釜装置外部所设置的冷却段所回收的热量来进行余热的回收和利用。
c. 在连续生产过程中,还有一部分的节能则是由于在连续杀菌运行的过程,连续多塔静水压式杀菌装置的各个部位的温度基本是恒定的,除了设备本身的散热所引起的热能损失外,没有了像普通杀菌釜那样的杀菌设备本身被反复升温、降温的过程。通过简单的计算我们可以得知,这部分热能的损失也是一项相当可观的数目:例如一台总重量为9吨的普通杀菌釜装置,其热容量相当于1吨水,在从常温36℃(普通杀菌釜降温过程中冷却水的温度)升温至杀菌温度121℃的过程中,需要加热罐体等所需的热量约相当于190kg的蒸汽量。
d. 在连续多塔静水压式杀菌装置的运行过程中,冷却水的节约也是相当大的一项。前面我们已经叙述过,通过杀菌过程中已杀菌产品与待杀菌产品的热交换、对已杀菌产品所含热量的提取,产品的温度已经得到较大的降低,再利用外界塔水进一步的降温,从而使被杀菌产品达到出釜的温度。这样就可以使冷却水的耗量大大地降低了,也就从冷却水的这一方面达到了节能的目的。
e. 通过计算,我们以两片罐产品为例来对比连续多塔静水压式杀菌装置与普通杀菌釜的能源消耗等数据如下:

10. 综上所述,连续多塔静水压式杀菌装置可以适应多种包装形式的产品杀菌工艺,主要优点表现在节约能源、减少操作人员、高效等方面。
11. 由于连续多塔静水压式杀菌装置的结构特点,在运行时几乎没有需要操作人员进行干预的动作,所以整个杀菌工序仅需要一位操作监控人员即可,且运行过程相当稳定。
12. 可以针对不同的产品包装形式、不同的包装材料、不同的被杀菌内容物、不同的杀菌工艺要求等进行有针对性地设计,非常适应产量大、品种单一产品的高效率生产。



