




真空包装技术迄今已有五十年的历史。1963年,真空包装的先驱奥地利制造商Busch开发了首台专为真空包装打造的真空泵。如今,在全球数之不尽的包装机上都能见到Busch真空泵的身影。
1963年制造的首批真空包装真空泵的实际工作原理一直沿用至今。除此之外,Busch还不断开发新型真空泵,以满足新的市场需求。真空泵是所有包装机的核心部件,这一点也从未改变。包装机质量的好坏主要取决于真空泵的质量,进而影响包装质量。

正确选择真空泵和优化真空泵设计在很大程度上决定了包装质量,进而决定了包装产品的贮藏寿命及其保质期限。此外,真空泵的正确选用也会影响包装机的操作安全性和经济适用性。如需达到真空包装的最佳效果,考虑整个肉品加工流程是不可或缺的,只有这样才能整合加工环节的所有参数,以优化物理包装过程。
禽畜宰杀后,其肉品会经历几个生化过程。前期,由于肌纤维中会形成乳酸,间接导致肉质变硬、变干。该阶段的后期,蛋白代谢酶又会让肉类组织变得松软,使得肉品再次吸收水分,变得柔嫩多汁。然而,如果该过程持续过长,蛋白代谢过多,就会导致氨的生成,使肉变得无法食用。因此,肉质老化和腐坏的过程是相互交融的。
真空包装的目的旨在抽出肉中的氧气抽出,减少喜氧细菌的活动,继而大幅延长食品贮藏时间。抽取氧气可以极大地延缓肉质老化过程,实现肉品长期保质。
物理包装过程
抽吸包装机腔内的空气可降低压力,减少剩余氧气含量。同时,肉品从内到外的压力均会有所下降,使肉内气体夹杂物向外扩张并溢出。如果肉品含有大量水分,其表面水分会在蒸汽压力过低的情况下蒸发,这会导致腔内气体急剧增加。此时,必须通过真空泵将多余水蒸气抽出方可缓慢降低压力。肉品表面的这种可蒸发水分以及肉品本身温度,都会对包装机腔内所需的压力产生相当大的影响。
向包装机腔内充气会使包装袋紧贴肉品表面,同时将袋内剩余空气进行压缩。由于剩余空气会溢出肉品,真空包装工艺后包装袋内的压力会再次上升,上升程度取决于产品的组成成分(即气体夹杂物和含水量)。实现最佳包装效果所需的压力取决于肉品的组成成分。
水蒸气允许量
水蒸气允许量是真空泵的一个重要参数,该参数必须视具体的使用情况而定。
真空泵水蒸气允许量受以下参数影响:
1.真空泵工作环境的压力范围;
2.当时的环境温度和产品温度;
3.真空泵运行方式;
4.真空泵在包装机内的安装位置。
压力范围
包装机内可达到的压力范围取决于真空泵和包装机本身的性能。Busch先进的旋片式真空泵可实现0.1hPA(mbar)的最终压力。
包装机抽空时间受多种因素制约,如包装机的腔体尺寸、净容量、真空循环,真空口以及真空泵吸气能力等。
水的“三相点”是指通常在约6hPa(mbar)压力时水的三种相态(固态、液态和气态)共存的点。在某些情况下,真空包装周期内“三态点”的达到速率也取决于以上所列因素。
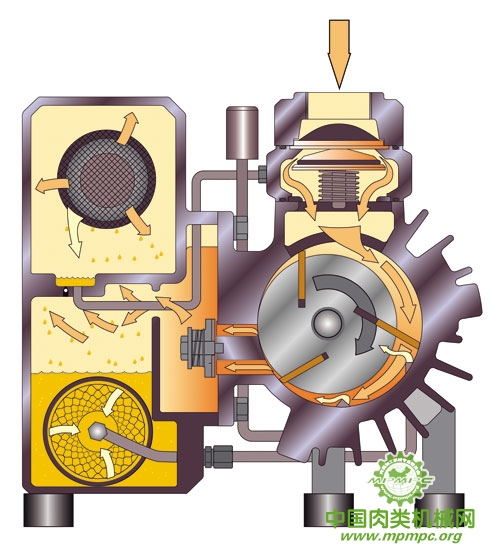
图1 R 5 油润滑旋片真空泵产品内部结构图
温度
根据《奥地利肉类食品卫生管理》规定,最高环境温度为12℃;最高产品温度则为7℃。具体数值根据实际情况而定。两种温度指标对于真空泵的工作温度均有直接影响。
安装与运行
真空泵安装方式(安装场所、通风状况等)以及包装机运行模式(循环运行模式或间歇运行模式)也会对真空泵的工作温度产生显著的影响。
根据经验,真空泵的工作温度越高,水蒸气允许量就越高。
最佳包装效果
在真空泵设计阶段,必须充分考虑各种独立影响因素之间的相互作用,以确保达到最理想的包装效果。全面考虑肉品加工过程以及真空泵制造商、包装机制造商和操作者之间的配合,是获得最佳包装质量的首要前提条件。
Busch一直致力于真空包装产品的开发,数十年来积累了大量丰富的专业经验,在业内拥有无可匹敌的市场竞争力。Busch在全球拥有57家子公司,一直是包装行业提供最佳真空解决方案的专家。



