




摘要:在乳化型香肠的生产加工过程中,斩拌起到非常重要的作用。斩拌工序需要进行严格控制才能保证产品品质。研究针对斩拌过程中最为关键的3个参数,即斩拌初温、斩拌时间、斩拌速度进行研究。以感官评价、产品色泽以及质构作为产品品质的评价标准,经正交实验得出,乳化型香肠斩拌条件最优参数:斩拌初温为5℃,斩拌时间为360s,斩拌速度为中速斩拌。
关键词:斩拌时间;斩拌速度;乳化型香肠;质构
低温乳化型香肠是一种常见的低温肉制品。原料肉经过一列的处理,在充分斩拌后,进行灌装,熟制而成。这种香肠对比传统的香肠有着弹性好、嫩度高、食用方便、营养丰富的特点。低温乳化型香肠的品质由很多因素决定。比如:原料肉的种类以及比例、添加的盐类、添加不同的淀粉等,而且在生产中有着更多的影响因素。
乳化肉制品是由斩切得到极细的肌肉组织、脂肪组织、水以及大豆蛋白等黏结剂加工而成。斩拌过程不仅是切碎的过程,更重要的是所有馅料中的成分充分乳化结合的过程,其中还伴随着脂肪、蛋白质、水分、盐类的相互作用,从而影响产品的品质。斩拌对成品率、质构、颜色、保水能力和整体质量有着直接的影响。原料适当斩拌混合后,可使产品具有色泽好、保水保油性强、感官特性好、质构特性良好等优点。因此,斩拌是生产乳化型香肠最关键的工艺。斩拌条件包含:斩拌时间、斩拌温度、斩拌速度、斩拌方法以及其他条件。这些条件对于低温乳化型香肠的质构、颜色、水分含量、保油性以及口感方面有着巨大的影响,在实际生产中因为工艺条件不合适,会造成产品析油、结构疏松、黏皮、胀袋、风味不佳、色泽不好等问题。所以在斩拌过程中应严格把握影响斩拌效果的各种因素,以期生产出质优价廉的好产品,并为工厂产业化带来更大的经济效益。
本课题是以低温乳化香肠生产中的工艺因素为目标,旨在通过实验研究工艺上的条件优化,为进一步推进乳化性香肠的工艺优化奠定理论基础。
1 材料与方法
1.1 材料与试剂
猪肉、食盐、味精、白砂糖、香料、淀粉、大豆蛋白粉、亚硝酸钠、肠衣:市售。
1.2 仪器与设备
K65斩拌机:;LG-001绞肉灌肠机:;HH-B11-600烘箱;40986质构仪:;CR-400色差测定仪:;ME204E电子天平。
1.3 实验条件
1.3.1 香肠的制备工艺流程 原料→预处理(洗涤,肥瘦分离)→腌制(4℃,12h)→瘦肉第1次斩拌→加入肥肉→第2次斩拌→加入其他添加剂→第3次斩拌→灌装→煮制(80℃,35min)→冷却至常温(20℃)。
1.3.2 实验设计 单因素实验:以感官评分为指标,选取工艺过程中对产品质量影响较大的斩拌温度、斩拌时间、斩拌速度作为实验因素。依次改变斩拌初温(0、5、10、15、20℃),斩拌时间(60×3s、90×3s、120×3s、150×3s、180×3
s),斩拌速度(超低速、低速、中速、高速、超高速)。肉制品工厂在斩拌工序一般采取三阶段斩拌的方式。本实验模拟生产流程,采用三阶段斩拌方式。生产一般会在三阶段斩拌过程中依次提高斩拌速度。本实验将超低速斩拌定义为三阶段斩拌速度依次为1000、1000、1000r/min。以此类推,低速斩拌(1000、1000、3000r/min);中速斩拌(1000、3000、3000r/min);高速斩拌(1000、3000、4000r/min);超高速斩拌(1000、4000、4000r/min)。按上述工艺流程进行香肠的制作,其他工艺条件不变。
正交实验:分别以斩拌初温、斩拌时间、斩拌速度比作为实验因素,每种因素选取3水平进行正交试验。各因素水平见表1。选取L9(34)正交表,得到9组不同组合,记作组1~9。
表1 正交实验因素水平
| 水平 | 因素 | ||
| 斩拌初温/℃ A | 斩拌时间/s B | 斩拌速度/(r/min)C | |
| 1 | 5 | 90×3 | 低速 |
| 2 | 10 | 120×3 | 中速 |
| 3 | 15 | 150×3 | 高速 |
1.3.3 感官评定 评定标准以GB/T 22210-2008中的感官评定方法为规范。由10人组成感官评定小组分别对外观、色泽、组织状态和风味指标进行综合感官评定。以上4项指标分别占25分,各项分数相加为感官评分最终分数,满分为100分。
1.3.4 色差值的测定 将香肠分别切成较厚的切片,对横断面进行色差值的测定。利用色差测定仪进行测定,测量结果用亮度值(L*)、红度值(a*)、黄度值(b*)表示。
1.3.5 质构分析 采用英国公司生产的TA.XT2型质构仪对低温乳化香肠进行质构剖面分析(TPA),包括硬度、弹性、咀嚼性、回复性。蒸煮好的香肠冷却至室温后,将样品切成2cm长的圆柱体用于测定。先将质构仪进行校准后进行测量。测量参数如下:探头为P75,测试前速度为2.00mm/s,测试速度为1.00mm/s,压缩比为50%。
1.4 统计分析
采用SPSS19.0软件进行数理统计分析。平均值采用单因素方差分析(ANOVA)进行显著性差异比较(P<0.05)。
2 结果与分析
2.1 单因素实验
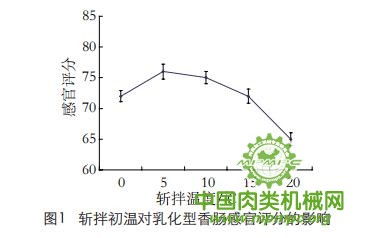
2.1.1 斩拌初温 斩拌初温单因素实验结果如图1所示。乳化型香肠感官评分在斩拌初温为5℃的时候最高。随着斩拌温度的进一步提高,感官评分逐渐下降。在乳化型香肠制作中,斩拌时的温度是重要的乳化条件。Thomas等研究斩拌温度对产品质构的影响。结果表明,斩拌温度高,产品的硬度、咀嚼性差,剪切力小。温度升高,蛋白质变性,使蛋白质、水和脂肪的结合变差。因此,较高的斩拌初温不利于感官评分。用于斩拌物料的初始温度对于生产更具实际操作意义。因此,本实验选取(5~15)℃的物料斩拌初温作为单因素实验的因素水平。
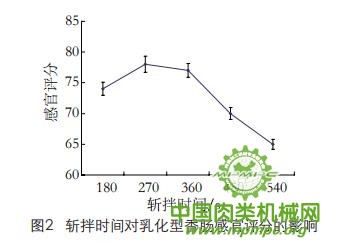
2.1.2 斩拌时间 在乳化型香肠制作中,斩拌时间是影响斩拌效果的重要因素之一。合适的斩拌时间,可以显著提高产品的总体质量。在斩拌时间适合的情况下,产品可形成较好的乳化结构和乳化稳定性,一般斩拌时间为(3~10)min。鉴于实验物料较少,斩拌时间较工厂实际操作会有所缩短。本实验以90s作为间隔设计单因素时间,斩拌时间为(3~9)min。如图2所示,乳化香肠的感官评分从斩拌时间6min开始明显下降。这可能是斩拌过度的表现。因此,选取斩拌时间(270~450)s作为因素水平。
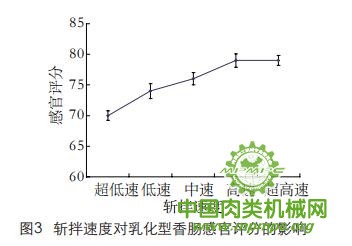
2.1.3 斩拌速度 除了斩拌时间,斩拌速度是影响乳化型香肠斩拌效果的另一重要因素。斩拌速度过快或过慢都不利于乳化体系的形成。如果斩拌速度过快,可能导致肉糜中心温度升高,从而蛋白质发生变性,影响产品质量:如果斩拌速度过慢,可能会导致斩拌不充分,出现产品出油、析水等不良现象。因此要根据实际情况适当选择斩拌速度。本实验模拟实际生产中的三段式斩拌。随着斩拌速度的加快,感官评分逐渐上升。而从高速到超高速斩拌阶段,感官评分不再明显上升。考虑到生产成本及能源节约的问题,最终选取低速、中速及高速斩拌作为因素水平。
2.2 感官评定结果
感官评价的得分说明评价者对于某产品的接纳程度,分数越高,评价者认可程度越高,产品越优秀。由表3可以得知,3种因素中对低温乳化香肠的感官评价影响最大的为斩拌时间B;其次为斩拌速度C和斩拌初温A,最优组合为A1B2C1,是实验的第2组。由感官评价方差表可知这3种因素对香肠的感官评价都没有显著性影响。
2.3 质构分析结果
本实验利用TA.XTplus质构仪,以压缩方法即TPA法对质构参数进行测定。这种测试模拟牙齿运动,往复压缩2次样品,从力-时间曲线上分析可得到一系列质构参数。
2.3.1 硬度 由硬度方差分析表可知对低温乳化香肠硬度影响最大是斩拌速度C,之后分别为斩拌时间B和斩拌初温A。根据方差分析,3种因素对香肠的硬度值没有显著性影响。
表2 感官评价及质构参数正交实验结果
| 实验号 | 因素 | 感官评分 | 硬度 | 弹性 | 咀嚼性 | |||||||||||||||
| A | B | C | D | |||||||||||||||||
| 1 | 1 | 1 | 1 | 1 | 80.8bc | 4422de | 0.886bc | 2187c | ||||||||||||
| 2 | 1 | 2 | 2 | 2 | 85.0c | 4622de | 0.901c | 1973c | ||||||||||||
| 3 | 1 | 3 | 3 | 3 | 76.6ab | 4442de | 0.883bc | 3389bc | ||||||||||||
| 4 | 2 | 1 | 2 | 3 | 73.8a | 3621b | 0.886bc | 3334a | ||||||||||||
| 5 | 2 | 2 | 3 | 1 | 76.2ab | 4206cd | 0.836ab | 3715ab | ||||||||||||
| 6 | 2 | 3 | 1 | 2 | 81.0bc | 4791e | 0.883bc | 2038c | ||||||||||||
| 7 | 3 | 1 | 3 | 2 | 81.8bc | 3796bc | 0.865bc | 4425ab | ||||||||||||
| 8 | 3 | 2 | 1 | 3 | 82.4bc | 5797f | 0.779a | 4094d | ||||||||||||
| 9 | 3 | 3 | 2 | 1 | 70.8a | 2524a | 0.886bc | 3652cd | ||||||||||||
| 感官评分 | 硬度 | 弹性 | 回复性 | |||||||||||||||||
| K1 | 80.800 | 78.800 | 81.400 | 4495.400 | 3946.307 | 5003.120 | 0.890 | 0.879 | 0.849 | 3016.381 | 2643.428 | 3305.658 | ||||||||
| K2 | 77.000 | 81.200 | 76.533 | 4205.777 | 4874.810 | 3588.947 | 0.868 | 0.838 | 0.891 | 2701.891 | 3122.109 | 2373.463 | ||||||||
| K3 | 78.333 | 76.133 | 78.200 | 4039.070 | 3919.130 | 4148.180 | 0.843 | 0.884 | 0.861 | 2591.646 | 2544.381 | 2630.797 | ||||||||
| R | 3.800 | 5.067 | 4.867 | 456.330 | 955.680 | 1414.173 | 0.047 | 0.046 | 0.042 | 424.735 | 577.728 | 932.195 | ||||||||
注:上标表示同一列中不同字母的组别间有显著性差异(P<0.05),硬度、弹性、咀嚼性的SEM值分别为177.428、0.018、159.586。
表3 方差分析表
| 源 | Ⅲ型平方和 | df | 均方 | F | Sig. |
| 感官评分/硬度/弹性/回复性 | 感官评分/硬度/弹性/回复性 | 感官评分/硬度/弹性/回复性 | 感官评分/硬度/弹性/回复性 | ||
| 校正模型 | 97.547a/5141362.667a/0.010a/5758975.333a | 6 | 16.258/856893.778/0.002/959829.222 | 0.450/1.287/1.887/2.029 | 0.810/0.499/0.386/0.366 |
| 截距 | 55758.951/1.623E8/6.769/92204805.444 | 1 | 55758.951/1.623E8/6.769/92204805.444 | 1544.094/243.711/7869.529/194.930 | 0.001/0.004/0.000/0.005 |
| A | 22.302/319842.889/0.003/3693264.889 | 2 | 11.151/159921.444/0.002/1846632.444 | 0.309/0.240/1.902/3.904 | 0.764/0.806/0.345/0.204 |
| B | 36.702/1777104.889/0.004/141421.556 | 2 | 18.351/888552.444/0.002/70710.778 | 0.508/1.334/2.155/0.149 | 0.663/0.428/0.317/0.870 |
| C | 38.542/3044414.889/0.003/1924288.889 | 2 | 19.271/1522207.444/0.001/962144.444 | 0.534/2.286/1.605/2.034 | 0.652/0.304/0.384/0.330 |
| 误差 | 72.222/1332034.889/0.002/946028.222 | 2 | 36.111/666017.444/0.001/473014.111 | ||
| 总计 | 55928.720/1.688E8/6.780/98909809.000 | 9 | |||
| 校正的总计 | 169.769/6473397.556/0.011/6705003.556 | 8 |
注:a.R2=0.575/0.794/0.850/0.859(调整R2=-0.702/0.177/0.400/0.436)。
2.3.2 弹性 由弹性方差分析表可知对低温乳化香肠弹性影响最大是斩拌初温A,之后分别为斩拌时间B和斩拌速度C。根据方差分析,3种因素对香肠的弹性没有显著性影响。
2.3.3 咀嚼性 咀嚼度反映了人们在品尝香肠时的感受,是工艺设计时必须要考虑的因素。由咀嚼度方差分析表可知对低温乳化香肠咀嚼度影响最大是斩拌速度C,之后分别为斩拌时间B和斩拌初温A。根据方差分析,3种因素对香肠的咀嚼度没有显著性影响。
除了工艺条件,孙方达等学者也研究了原料肉质量及斩拌比例对红肠品质的影响。其中以冷却肉为原料生产出红肠的硬度、弹性、咀嚼度、回复性和各项感官指标均好于冻肉加工的红肠。此外,肉的宰后僵直状态和不同部位的原料肉均影响到最终产品的质构参数。
2.4 颜色参数
颜色是反映肉制品品质的重要感官指标。颜色的感官评价费时费力,而且主观性强,结果往往会存在一些偏差。仪器测定兼具简便且直观的优势。低温乳化香肠的红度值是评价低温乳化香肠色泽的重要指标,一般来讲,红度值越高的香肠拥有更接近于原料肉的色泽。经过正交实验结果分析,对红度值影响最大的是斩拌时间B,其次分别为斩拌初温A和斩拌速度C。有学者报道,随着斩拌温度增加,红度值降低,黄度值增加,这可能是高温导致高铁肌红蛋白生成增加。另外,徐宝才等学者的研究发现,亚硝酸盐的加入时机也会影响到产品的色度值。李新等学者经过研究斩拌条件发现,基料中肥瘦比是影响香肠色泽的重要因素。随着斩拌时间延长,基料中的蛋白质发生了改变,从而使红度值有所降低。
表4 乳化型香肠颜色参数
| 色度值 > | 组别 > | |||||||||
| 1 > | 2 > | 3 > | 4 > | 5 > | 6 > | 7 > | 8 > | 9 > | SEM > | |
| L* > | 58.27a > | 60.52b > | 61.36b > | 63.28d > | 63.53d > | 62.21cd > | 66.56f > | 65.23e > | 62.20c > | 0.274 > |
| a* > | 10.03f > | 8.94e > | 7.55c > | 7.60c > | 7.54bc > | 6.88a > | 8.54d > | 7.29ab > | 7.15ab > | 0.131 > |
| b* > | 8.64b > | 8.70b > | 9.77e > | 9.27d > | 9.17cd > | 9.33e > | 8.17a > | 9.06bc > | 8.91cd > | 0.081 > |
注:上标表示同一行中不同字母的组别间有显著性差异(P<0.05)。
2.5 乳化型香肠斩拌条件综合分析
2.5.1 斩拌初温 在斩拌过程中,原料肉由于在高速运转的斩拌机内摩擦,产生了大量的热量。而适当地升温可以在促进盐溶性蛋白溶出的同时加速腌肉色泽形成并增加肉糜流动性。但如果乳化时的温度过高,会对乳化体系的形成产生负面影响,从而进一步影响产品品质。本实验将斩拌初温作为正交实验的因素之一,在实际生产过程中更具有可操作性。实验结果表明,较低的斩拌初温有利于产品的最终品质。有研究发现香肠在不添加磷酸盐时适宜的斩拌终点温度是(10~12)℃,而添加磷酸盐则为(16~18)℃。有学者对鱼糜制品进行了斩拌条件的研究,同样针对斩拌初温进行实验,其实验结果同样是较低温度初温下的斩拌效果最好。
2.5.2 斩拌时间与速度 对于斩拌时间及斩拌速度的影响,通过正交实验发现较为充分的斩拌时间以及较高的斩拌速度有利于最终产品的品质。产品品质较为优良的实验组中,由于初始斩拌温度较低,经过长时间及高速度斩拌过程,肉糜仍然可以保持适当的温度。这可能是产品品质较好的根本原因。在牛肉类和鱼糜类制品的研究中,斩拌时间在各斩拌参数中同样展现出显著性影响。相比斩拌时间而言,斩拌速度的影响显著性较低。此外,斩拌时间和速度对乳化型香肠的微结构也有影响。在乳化型香肠中,肌原纤维蛋白质作为乳化剂可以使作为分散相的脂肪网络在其网状结构中。通过斩拌这一充分的机械作用,可以使肌原纤维蛋白充分溶出,从而提高制品整体的稳定性和均一性。龙谭等学者国通过对牛肉糜斩拌条件的研究发现,最终影响产品品质的最显著因素即斩拌时间。其结果是最终产品的物理性质,如质构特性、颜色、蒸煮损失等都会受到斩拌条件的影响。
2.5.3 质构 本实验通过测定乳化型香肠的质构参数可以得出一定的规律。如本实验涉及到的3个因素中,斩拌速度对于香肠的硬度、咀嚼性以及回复性的影响最大。有研究发现,随着斩拌温度的升高,煮制后产品逐渐丧失变形性,弹性变差。由此推论斩拌时间及斩拌速度的影响,最终仍然是通过斩拌终温而表现出来。通过TPA测定,有研究人员发现斩拌温度越高,产品的硬度和咀嚼性越差,剪切力也越小。这是由于在更高的温度环境下发生蛋白质变性,造成蛋白质、脂肪、水分三者的结合力变差。另一方面,随着温度提升,脂肪融化进一步促进了三者的结合力变差。刘安军等学者利用响应曲面法研究了斩拌时间等因素对鸡肉肠之后的影响,发现由于斩拌时间的延长,实验原料的温度逐渐上升,斩拌时间过长,则肌肉蛋白质被过度搅拌、研磨,部分发生变性,乳化力和黏着力下降,产品的硬度减小。
3 结论
通过以上的正交实验结果分析,得出了各项最优选组合,最终通过综合分析,选出A1B2C2作为最优选组合。其斩拌条件为:斩拌初温为5℃、斩拌时间为3×120s、斩拌速度为中速斩拌(1000、3000、3000r/min三阶段斩拌)。此组合中,斩拌温度较低,保证了香肠的水分含量,使得香肠有较好的嫩度,从而在口感上有所保证。而斩拌速度和时间的组合,使产品获得较高的感官评分,熟制之后也有红度合适的颜色。在质构方面,硬度适中,弹性、咀嚼度较好。



