




摘要:食品3D打印技术是一种新兴的数字化生产技术,通过3D打印可以设计并生产营养价值更高、感官品质更佳的新型食品。肉类是人类饮食结构中很重要的一部分,为人类提供各种营养素。基于肉类加工的3D打印技术拥有很大的市场需求,具有很好的开发价值。本文简单介绍了食品3D打印机的结构和原理,详细论述了肉糜和培养肉的3D打印工艺,并介绍了影响肉糜和培养肉两种肉制品3D打印工艺的关键参数以及后处理对产品品质的影响,展望了肉类3D打印技术的发展前景及趋势,并对4D和5D打印的概念和应用进行了阐述,以期为食品的多维打印提供参考。
关键词:肉类原料;3D打印技术;水胶体;后处理;培养肉
3D打印技术简称3D打印,是快速成型技术的一种,又称增材制造技术。3D打印是一种以数字模型文件为基础,运用可黏合材料,通过逐层打印的方式来构造三维物体的技术。随着该技术的不断发展,现已被广泛应用在航空航天、制药、军事、建筑、服装、电子及食品领域。2007年,康奈尔大学首次在食品领域使用了3D打印技术,为3D打印在食品领域的应用打开了大门。目前,研究人员已开发出了基于面团、巧克力、奶酪、肉凝胶、可食昆虫、马铃薯等原料的3D打印食品。
3D打印相对于传统加工具有潜在优势,在个性化餐饮生产和定制食品设计方面受到了全球的高度关注。很多老人及儿童有咀嚼和吞咽问题,主要通过“糊状食物”来获取营养,这种糊状食物不仅外观吸引力低,还会降低食欲。采用3D打印可为老年人及儿童提供柔软且新颖的食品,同时可通过改变糊状食品的营养结构(如脂肪、蛋白、纤维素、维生素、植物化学素等)来提供均衡营养。军用及航空领域也可以在恶劣的条件下(战场或太空)使用不同类型的食品成分,通过3D打印技术在特定的包装中按需制作各种食品。另一方面,加快食品科技创新是食品工业持续稳定发展的根本出路。3D打印作为一种加工方式受到了食品工业的广泛关注。3D打印可取代多步骤生产过程,降低成本、提高效率、减少对环境的污染。3D打印技术现已应用在多种食物的生产过程中,为食品的工业生产提供了更多的参考和选择。
肉类是人类日常饮食中重要的组成部分,可以提供人体必需的营养与热量。肉类的蛋白质含量丰富,且是优质蛋白,其必需氨基酸比例接近人体需要,易于消化吸收。此外肉类还能补充VA、VB1、VB2、尼克酸、无机盐等营养成分。肉类不仅营养丰富,经常吃肉还可使大脑灵活、提高免疫力、缓解疲劳和助增肌肉。所以,将肉类原料引入3D打印领域可以满足更多人的需求,也为食品3D打印领域拓宽了原料范围。本文简介了食品3D打印机的结构和原理、肉糜和培养肉的3D打印工艺,详细介绍了影响两种打印工艺的关键参数以及后处理对产品品质的影响,最后展望了肉类3D打印的发展趋势和技术升级方向,为肉类的3D打印提供参考。
1 食品3D打印机
食品3D打印机是一种能够快速打印原型产品的机器。食品3D打印机系统主要是由计算机、3D打印控制系统、物料进给系统、驱动路径电机系统、喷嘴电机系统及打印平台这几部分组成。食品3D打印机工作原理主要是以计算机辅助设计数学模型为基础设计三维模型,然后通过三维软件建立立体模型,随后将建立的立体模型输入到3D打印机系统内,在3D打印机中设定操作参数,此时3D打印机将通过控制系统分别驱动打印头挤出机电机和坐标电机,最后结合物料加工特性将物料按照设定的图形打印在平台上,3D打印机系统结构图如图1所示。
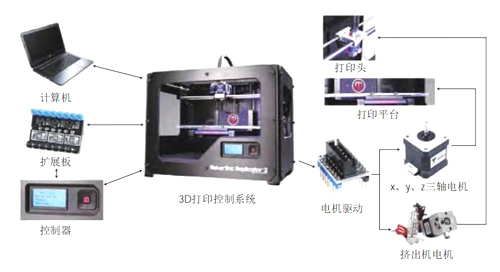
图1 食品3D打印机结构图
虽然如今食品3D打印机已经得到广泛开发且打印机种类较多,但其分类上的区别主要在于驱动路径和打印方式两个方面。食品3D打印的驱动路径需通过坐标系实现,现应用的坐标系类型主要有图2所示的笛卡尔坐标、三角坐标、极坐标和平面关节坐标4种形式。不同坐标形式3D打印机的明显差别在于打印速度和打印精度两方面。在选择打印机的时候,需综合考虑打印速度和打印精度的影响,选择合适的坐标形式打印机。此外,食品3D打印机的最根本的区别就是打印方式,打印方式决定了打印机可打印的原材料类型。现阶段食品3D打印机的打印方式主要有4种,分别是选择性烧结(激光烧结/热风烧结)、挤出打印(热熔挤出/室温挤出/凝胶挤出)、黏结剂喷射和喷墨打印,其中应用最为广泛的方法是热熔挤出、室温挤出和凝胶挤出,其挤出原理如图3所示。基于物料挤出的打印方式已经在食品加工过程中被广泛的应用,如热熔挤出打印巧克力豆或巧克力粉等、室温挤出打印土豆泥、饼干和肉酱等、凝胶挤出打印琼脂和糖果等。

A.笛卡尔坐标;B.三角坐标;C.极坐标;D.平面关节坐标。
图2 食品3D打印坐标形式
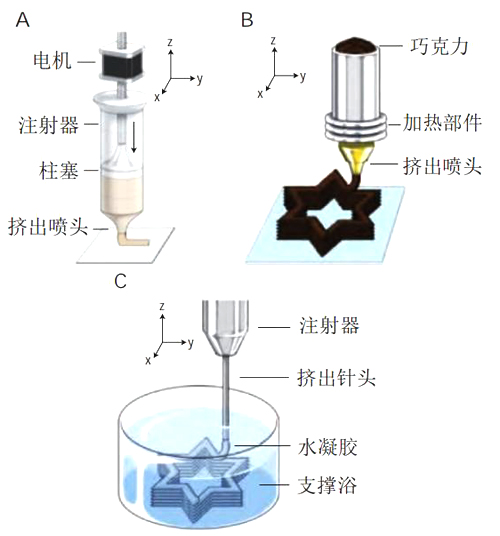
A.常温挤出;B.加热熔融挤出;C.凝胶挤出。
图3 挤出型食品3D打印成型原理
2 肉类原料在3D打印技术中的应用
经过近些年的发展,3D食品打印技术已经较为成熟,其在巧克力、果蔬、昆虫蛋白及肉类领域都有较丰富的应用开发,其中技术难度最大的当属于本身不具有打印性能的肉类和果蔬。肉类的打印可分为两类,一类是以肉糜为原料的3D打印,另一类是人造培养肉的3D打印。肉糜在打印时受机械性能、参数设定、理化因素、流变学特性、感官性能等因素约束,使其不具备可打印性。因此,打印时需要借助稳定剂、增稠剂、盐和微生物谷氨酰胺转胺酶(microbial transglutaminase,MTGase)等使肉类获得可以打印的流变性质。Dick等研究了黄原胶和瓜尔豆胶单独添加和复合添加对3D打印熟猪肉酱流变学、质构和微观结构的影响,并发现加入水胶体的肉酱获得了很好的流变性能、支撑力和打印性能。Wang Lin等开发了一种基于鱼糜凝胶系统的新型3D打印食品,这也为肉类从不可打印到具备打印性提供了支持。此外,Liu等将3D打印技术与纤维状肉类材料相结合,开发了多款可以使用纤维肉作为打印材料的3D食品打印机。该新型食品打印机改善了存储容量、物料特性和物料类型的限制,大大提高了作业效率和生产率。以上研究结果表明肉糜在借助添加剂后是可以进行3D打印的。不过肉糜的3D打印受其自身特性的限制,打印方式主要还是基于挤压,因为它在剪切力的作用下很容易从喷嘴中挤出,离开喷嘴后又能使其凝固,且凝固后依然可以保持打印结构不坍塌。图4是肉糜成功进行3D打印的产品图。
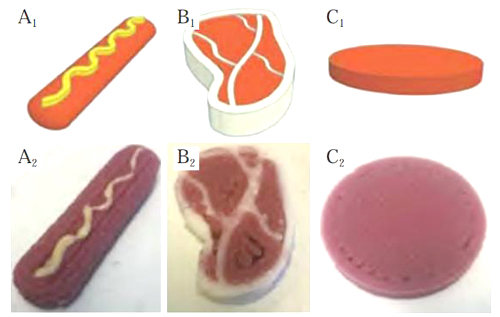
A.香肠;B.肉排“重组肉”;C.肉饼。下标1.模型图;下标2.实物图。
图4 肉糜3D打印的产品图
培养肉的3D打印既不同于肉糜的3D打印,也不同于单独培养肉类,因为它既支持打印细胞生长增殖所需支架内部的肌肉细胞和脂肪细胞,也支持打印细胞外基质的细胞。Gershlak等打印了一种具有细胞相容性的植物组织作为预血管化支架,并利用3D打印技术将人内皮细胞打印在其内表面,将心肌细胞黏附在植物支架的外表面进行组织培养,结果发现21d后细胞功能正常。这说明3D打印技术可将细胞按照需求精确地打印在支架平台的不同位置来培养具有高度结构的肉。细胞和生物材料组成的生物墨水是打印过程的一个重要方面,因为它可以制造支架结构,在支架结构中肌肉纤维最终形成肉。在打印过程之后,通常使用提供营养运输的生物反应器使肉类进一步成熟。相比之下,单独培养的肉(没有3D打印)是通过增殖肌肉细胞并将它们附着在支架或载体上,然后转移到带有生长介质的合适的生物反应器中来生产的。这种方法不能像3D打印一样生产像牛排这样高度精密结构的肉。肉类打印已经克服了本身不可打印和打印机不适配的问题。肉类的打印现已具备打印条件、满足打印要求,不过高质量的打印技术依然需要去探索开发。接下来将从肉糜的3D打印工艺和培养肉的3D打印工艺两方面来论述3D打印在肉品中的应用。
2.1 肉糜的3D打印工艺
肉糜的3D打印可使肉类食品营养更加均衡,外观更加丰富,可增加消费者的食欲和食物本身的吸引力。但是到目前为止,肉糜3D打印的研究报道还较少。肉糜的3D打印首先是要选择打印所需的各种肉类原料,如猪肉、牛肉和鱼肉等,然后将肉块中不易搅碎的结缔组织和影响打印效果的脂肪剔除,剔除后将肉分成小块置于绞肉机进行精细粉碎,随后在粉碎好的肉糜中加入适合的添加剂使肉糜具有打印所需的流变和胶凝特性,最后将调制好的肉糜放入3D打印机的物料盒中进行3D打印。3D打印工艺最关键的问题就是增加肉糜的打印性和设置恰当的打印参数。图5总结了肉糜3D打印的典型工艺流程。
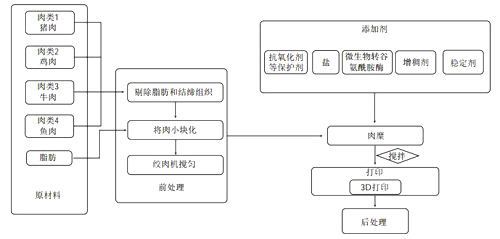
图5 肉糜的3D打印工艺流程
2.1.1 配方设计及前处理
3D打印技术可以满足不同消费者对肉类的需求,能够根据个人喜好、营养需求和感官质量角度来设计打印配方。Lipton等将火鸡肉泥和芹菜浆一起打印,用于丰富营养结构,所得打印产品既有火鸡肉和芹菜的风味又有两种原料丰富的营养成分。Dong Xiuping等以日本尖吻对虾鱼糜为3D打印材料,以MTGase为添加剂制作肉糜并进行3D打印,得到的打印产品形状更丰富,食用更方便。Dick等以熟猪肉为打印原料,并在肉糊中添加了黄原胶和瓜尔豆胶的水胶体混合物来增强打印特性,从而为吞咽困难的人群打印易食食品。综上,能够根据个人需求和喜好调整打印配方是3D打印的优势。选定要打印的肉类之后,瘦肉原料需要剔除脂肪和不易搅碎的结缔组织再进行分块搅碎,单纯的脂肪和培养肉块则可以直接分成小块搅碎,小肉块搅碎时应多次通过绞肉机使其更均匀、颗粒更小。作为一种纤维材料,生肉需要被精细地粉碎成粒度可控的糊状,以便通过喷嘴将其挤压到微米级。粉碎程度将取决于要打印的产品的类型及其质地特性,颗粒过大可能会堵塞打印机喷嘴。之所以剔除结缔组织和脂肪,一方面是为了避免结缔组织粉碎不完全阻塞喷嘴;另一方面则是为了打印产品的美观。
2.1.2 添加剂的应用
肉类本身是不具备打印性的,需要借助水胶体或辅助添加剂来满足打印所需要的流变属性和凝胶强度并获得能够同时支撑沉积过程和沉积后结构的能力。3D打印肉类在打印之前需要将肉搅碎成均匀的肉糜,而肉糜在加工过程中容易发生变色、微生物增殖和氧化反应等使肉质劣化。为了使肉的感官品质更佳,可在肉糜中科学合理地添加护色剂、发色剂、抗氧化剂、多价螯合剂和抑菌剂等来保障产品的品质,如添加硝酸盐、亚硝酸盐、抗坏血酸、磷酸盐、山梨酸等。此外,肉与果蔬等打印材料不同,肉的绞碎有助于提取可溶性蛋白质,这些蛋白质与水、盐和脂肪相互作用,形成乳状物状的可打印糊状物。在肉糜中加入NaCl或磷酸盐可以提取肌原纤维蛋白,肌原纤维蛋白在稳定肉糜方面起着重要作用。Dick等在对牛肉进行3D打印时使用了1.5%(质量分数)的NaCl来稳定肉糜,但由于未使用磷酸盐,所以加大了NaCl的使用量。Wang Lin等研究了添加NaCl对3D打印用鱼糜凝胶的流变特性、凝胶强度、持水性能、水分分布和微观结构的影响,结果发现,加入NaCl有利于浆料及时从喷嘴流出,从而获得黏性后沉积,以保持其形状。盐类的大量使用虽然可以对肉酱的稳定起到一定作用,但也会对消费者的身体造成负担,所以肉类3D打印的工艺也开始朝着减盐的方向发展。MTGase是一种酰基转移酶,能诱导肌球蛋白重链上赖氨酸残基的ε-氨基和肌球蛋白重链上的谷氨酰胺残基的γ-羧酰胺基团之间形成非二硫共价键,催化蛋白质多肽发生分子内和分子间的共价交联,提高肉糜的乳化性、乳化稳定性、保水性、凝胶能力和打印性,从而可以部分替代盐类。MTGase不仅可将碎肉黏接在一起,还可将非肉蛋白交联到肉类蛋白上,明显改善肉制品的口感、风味、组织结构和营养。Dong Xiuping等曾以日本尖吻对虾鱼糜为打印原料,以MTGase为添加剂进行3D打印。MTGase有效地改善了鱼糜凝胶的3D打印性能、黏弹性、力学性能和微观结构。Lipton等也曾将MTGase用于火鸡的3D打印以提高打印性能。这说明盐类和MTGase都可以与肉蛋白结合来稳定肉糜从而提高打印性,但对于打印而言,MTGase与肉蛋白之间的共价交联作用要优于盐和蛋白之间的盐溶作用,所以MTGase可以代替部分盐类的使用,为肉糜提供更好的乳化性、乳化稳定性、保水性、凝胶能力和打印性。
在肉糜中加入盐和MTGase等后,肉糜的流变性能、凝胶性能也还有待提高。肉糜还可以通过添加水胶体来提高打印性。水胶体又被叫作胶凝剂、稳定剂和增稠剂,可以很好地提高肉酱的流变性和打印性。水胶体虽然种类繁多,但目前肉类3D打印用到的水胶体还较少。Tahergorabi等在鱼糜中使用了海藻酸钠和明胶作为水胶体来提高鱼糜的稳定性及凝胶性。Dick等在牛肉酱中加入了0.5%的瓜尔胶实现了瘦肉和脂肪的分层打印,还将黄原胶和瓜尔豆胶以单独添加(质量分数0.36%)和复合添加(1∶1、7∶3、3∶7)的方式为吞咽困难的人群打印猪肉产品。以上实验说明在肉酱中添加不同的食品亲水胶体可以通过不同的结合机制来改善肉糜的流变和机械性能,从而提高其打印性和后处理活性。
2.2 培养肉的3D打印工艺
培养肉是在生物反应器中使用组织工程技术生产的肉,其外观与传统肉类相似。培养肉已经成为全球食品工业的一项突破性技术,被认为是在不久的将来缓解严重的环境污染、实现可持续发展、全球公共健康和动物福利问题的潜在解决方案。尽管培养肉有望补充甚至取代传统肉类,但在早期阶段仍有许多技术问题需要解决。目前,培养肉产品口感过于松散,不能产生真正咀嚼的感觉。因此,迫切需要3D打印来重塑人造肉的结构,逼真地复制真肉紧凑而富有弹性的结构。培养肉的3D打印首先要选择并获取可以定向分化为各种肉类细胞的干细胞,然后利用3D打印机将细胞按照定制化的程序精准地打印在可食用的支撑结构中,最后在充满营养的生物反应器内将细胞原料培养成工程肉,其打印工艺如图6所示。
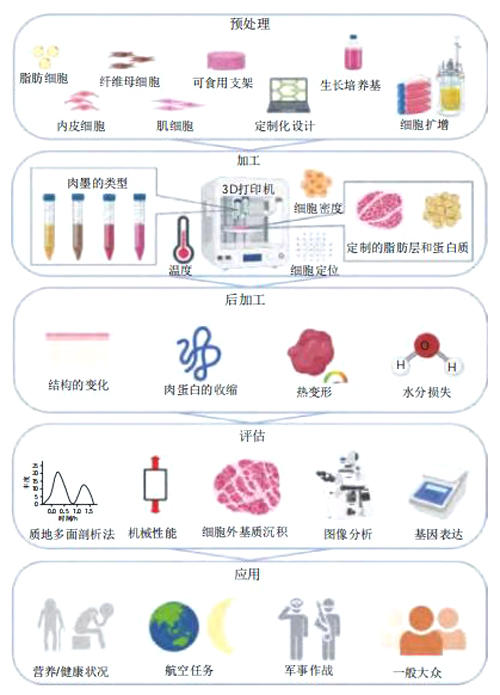
图6 培养肉的3D打印工艺流程
2.2.1 原料细胞的预处理
培养肉所需的原材料主要是细胞、营养液和可食用支架。培养肉的细胞组成主要是脂肪细胞、肌细胞、内皮细胞,所以只需要选择能够分化成上述细胞的干细胞即可。肌肉卫星细胞和脂肪来源的干细胞是培养肉类应用的重要细胞来源。从活体中分离的肌肉卫星细胞使用特定的细胞表面标记进行纯化,可以转化为肌纤维。同样,从骨髓和脂肪组织中获得的干细胞可以分化为成骨、软骨或脂细胞系。选择好培养肉所需的细胞原料后,还需要注意的就是可食用支架了。用于培养肉发育的肌肉卫星细胞和其他主要细胞都是贴壁细胞,所以需要支架用于细胞黏附。用于培养生产的支架必须具有生物活性、细胞相容性、较大的表面积、可灵活收缩和最大限度的营养物质扩散和溶剂循环特性,以支持组织成熟,并且被消化/分离后可以食用而不显示毒性和过敏反应。Narayanan等使用纤维素、海藻酸盐和壳聚糖等制成了多孔材料并将材料在温度或pH变化最小的情况下进行表面修饰,最后制成了用于培养肉培养的可食用支架。这说明选用结构特性合适的多糖和稳定剂可以制成可食用支架,不过在制备技术上还需要大量的探索。
2.2.2 培养肉的3D打印
3D生物打印是一项基于组织工程的新技术,目前仍处于食品应用开发阶段,目标是通过打印培养的干细胞来获得生肉组织。3D生物打印的打印方式主要分为喷墨3D打印、微挤压3D打印和激光辅助3D打印。喷墨3D打印是使用热力、压电力或电磁力以连续的方式分配生物墨滴;微挤压3D打印是利用机械或气动通过喷嘴连续分配生物墨水;激光辅助3D打印则是通过含有生物墨水的“色带”引导激光脉冲,生物墨水和细胞悬浮在色带的底部,当被激光脉冲蒸发时,会产生一个高压气泡,最终将离散的液滴推进到恰好位于色带上方的接收基板上,不同3D生物打印具体原理如图7所示。通过3D生物打印工艺可以精确地调节细胞比例、细胞位置,甚至特定类型的细胞密度。为了实现3D生物打印的培养肉,培养过程需要可食用材料的生物仿生支架来支持细胞的存活和生长。3D喷墨打印机按照软件程序预设好的三维模型将细胞沉积到打印好的支撑结构中,然后融合并形成工程肉,并在生物反应器中对组织进行低频刺激,以使肉类纤维成熟。3D生物打印有望在不影响肉质和肉样轮廓的情况下实现培养肉的打印。最新的3D打印技术已经能够制造灵活的人造血管,并对人造肉的颗粒和韧性进行局部控制以更好地模拟真肉。
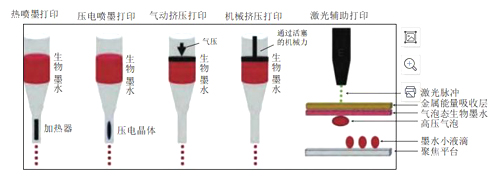
图7 3D生物打印不同打印方式示意图
2.3 影响肉类3D打印工艺的关键参数
影响肉类3 D打印的关键参数较多,打印墨水的自身性质就具有很高的参数要求,如打印材料的流变学性质、凝胶强度、热凝固温度等都会影响打印质量。肉糜作为打印墨水其黏度特性一般都随剪切速率(0.1~100.0 s-1)的增加而降低,是具有剪切变稀行为的假塑性流体。对于肉糜来说,黏度越高,其交联结构形成的越好,后沉积效果越好,但黏度过大,也会破坏凝胶形成的能力,降低打印准确性。除黏度之外,储能模量(弹性或类固体特性)、损耗模量(黏性或类流体特性)以及损耗角正切也是影响打印的关键流变参数,可用来确定盐、酶、水胶体的最佳添加量以及最佳加工温度范围。当储能模量与损耗模量相当或储能模量大时,即损耗角正切值不高于1时打印材料会表现出类似固体的行为,具有较好的自支撑能力,有利于打印。Dick等通过流变仪对猪油进行了温度梯度实验,发现当猪油温度低于27.9℃时,其损耗角正切不高于1,此时的猪油有较强的自支撑能力。除流变性质外,凝胶强度也是鱼糜类打印墨水极其重要的功能特性。盐类和MTGase会使蛋白膨胀,从而增加蛋白质分子间的相互作用,增加鱼糜的凝胶强度,凝胶强度的增加也增加了墨水的自支撑能力,从而提高打印质量。此外,最值得注意的一点就是添加了MTGase的墨水凝胶在打印后应在最佳热凝固温度和时间(40℃、60min)下热处理,鱼糜会被催化形成更多的共价键,进一步形成更强的凝胶。
3D肉类打印不仅受打印材料自身的理化性质影响,还受喷嘴温度、喷嘴直径、喷嘴高度、喷嘴移动速度、挤压速率、填充百分比等工艺参数的影响。肉类打印不同于其他打印材料,肉糜本身属于易腐食品,在打印过程中需要控制其打印温度,应在整个进料系统、料斗、喷嘴和平台本身以不间断的方式进行温度控制来抑制微生物的生长。培养肉的打印同样要控制打印温度来保持原料细胞的活性和完整性。此外,喷嘴的温度还会影响配方的流动性,升高温度会降低流体黏度;在喷嘴直径方面,Wang Lin等在研究3D打印鱼糜凝胶的打印变量中发现,喷嘴直径越小,最终结构的尺寸分辨率和打印质量越高,然而过小的喷嘴尺寸(0.8mm和1.5mm)则会造成挤压材料的长度和宽度不一致,导致模型质量不佳。最佳的喷嘴高度建议为喷嘴直径的长度,当喷嘴高度大于最佳喷嘴高度时,可能会导致肉膏流的拖曳。喷嘴速度和挤压速率要配合设置参数,参数设置不当也会造成肉膏流上的拖曳、欠沉积和过沉积,喷嘴速度同样决定打印头的移动速度,需要通过初步试验或计算最佳喷嘴速度来调整。不同的填充百分比将影响打印结构内部的沉积材料的总量,从而影响最终3D打印肉糜产品中的空隙率和后处理条件。例如,空隙率将决定特定程度熟肉的烹调条件,因为由于结构中保留的孔隙率越多,在烹调过程中发生的传热就越少,从而影响水分和脂肪的释放,影响熟肉产品的质构。综上可知,关键参数中的每一个参数都以单独和/或组合的方式影响打印成品的精度和质量。一般说来,在3D打印肉类的过程中调整上述对几何精度至关重要的参数时,还应考虑经济因素。例如,较低的打印速度和喷嘴直径,以及较高的填充百分比,可能会导致较高的精度,但会延长打印时间,增加时间成本。
2.4 肉类3D打印的后处理
无论是肉糜还是培养肉的3D打印完成后都需要进一步的热处理,如蒸、煮、煎、炸。后处理的方式主要取决于个人喜好和成品的性质。我们需要考虑打印产品承受烹饪操作的能力以及其是否会因为烹饪损失/收缩而失去3D打印的复杂设计和感官品质。Dick等研究了不同填充物密度(50%、75%、100%)和脂肪含量(结构内0、1、2、3个脂肪层)对猪油3D印花肉制品熟制过程中后期物理变化和质构的影响。从生的和熟的样品中收集数据,以确定烹饪损失、收缩率、保湿性、脂肪保留率、硬度、咀嚼性和凝聚力。结果发现其结构保持完整,填充物密度对保湿性、硬度和咀嚼性呈正相关,对收缩性和黏聚性呈负相关,脂肪含量与蒸煮损失、收缩性、黏聚性呈正相关,与脂肪保湿性、硬度、咀嚼性呈负相关。这说明后处理是影响打印肉品质的关键因素之一,产品必须考虑不同的后处理方式带来的感官品质损失。为了降低或防止后加工带来的食物品质的劣化,要选择理化性能和流变性能稳定的原料。
3 3D打印肉的发展前景及趋势
3.1 多喷嘴打印
现阶段肉类打印一般都是单喷嘴和双喷嘴挤出打印,这种打印方式仅限于原材料种类较少的打印。无论是肉类打印还是其他食品原料都应该探索更多的打印方式,打印出更多结构组成和均衡营养的食品,也应该开发更多的辅助技术去增加打印材料的可打印性。如将多种果蔬、辅助营养剂和肉类采用多喷嘴打印方式一同打印,增加营养摄入的均衡性,避免因儿童挑食造成的营养不良。
3.2 个性化打印
肉类打印的颜色较为单一,为了更好地吸引消费者,未来可开发多喷嘴打印方式将肉类和果蔬等一同打印增加其色彩丰富度,调动消费者食欲和购买欲。Zhao Haiming等考虑到3D食品打印的制作限制,提出了一种新的制作个性化可食用图案的框架,采用数据驱动的方法对输入图像进行抽象处理;并提出了一种新的打印路径优化方法,用于生成3D食品打印的可打印路径。这种方式主要根据调整打印喷嘴的大小来提高图像打印质量。此研究还采用了基于深度优先搜索的方法对打印图案进行优化提高了打印速度,将3D打印、食品定制和计算机图形学相结合来制作个性化可食用图案,如肖像照片、艺术素描等。
3.3 肉类加工废弃物的再利用
目前肉类屠宰企业在屠宰和分割过程中往往产生很多碎肉和脂肪,这些碎瘦肉和脂肪的品质很好,市场价格低廉,但没有得到有效的利用。此外肉类加工过程也会产生很多可食用的边角料废肉和内脏,3D打印可以赋予这些碎肉、内脏和脂肪新的呈现形式,如重组牛排、重组肉饼和多彩肝泥等。
3.4 3D打印肉与其他打印技术的结合
静电纺丝能够生产直径在10~1000nm之间的薄固体聚合物链,它可以用于生物活性食品包装。静电纺丝可以生产大小和结构可控的食品原料,从而生产出更健康的食品(低脂肪和低盐),它还能够在多尺度下将非传统食品原料塑造成吸引人的可食用结构。静电纺丝和食品打印的集成可以提供一种可能的一体化解决方案来制造具有个性化营养的食品,即从材料中提取纤维或子成分,封装营养物质,控制其分配体积,并构建营养物质可控释放的食品结构。这种方式可以为口感愉悦的食品(例如肉类中的肌肉纤维)提供结构和质地。不过目前面临的挑战是在食品打印平台上集成和操纵静电纺丝过程。
微胶囊可以将矿物质、维生素、香料和精油包装在另一种材料中,以屏蔽活性成分与周围环境的影响。作为微胶囊的一种,电流体雾化已经被纳入生物打印机的设计中,以生产用于生物活性药物输送系统的双壁微球。将这种技术集成到食品打印中可以通过使用多打印头系统来实现,其中至少一个打印头在制成的食品中产生和分配微胶囊。这将帮助易碎和敏感的材料在加工和包装条件下存留下来,延长活性成分的保质期,并形成风味和颜色掩蔽,只有在消费者触发时才会释放。该方法简化了目前功能性食品的生产工艺,提高了功能成分的稳定性,实现了调味品和营养素的控制释放。
静电纺丝和微胶囊的应用包括了提取纤维和封装营养,从而为打印提供了额外的材料来源。这两项技术还可以通过多打印头平台直接集成到食品3D打印过程中,以控制纤维和营养分配。这可能是一种潜在的按需制造食品的方式。
4 4D、5D打印技术
4D打印是最近被创造的术语,它起初是在3D打印的基础上加了时间的概念而定义。但后来有了新的定义:一个3D打印结构被暴露于预定刺激下(如热、水、光、pH值等),其功能、形状、性能可随时间发生变化。4D打印的打印材料一般为形状记忆聚合物、形状记忆合金、形状记忆水凝胶等具有形状记忆功能的材料。形状记忆水凝胶是一种聚合物的自我适应性大分子互连网络,其功能是捕获和释放水(提供刺激),通过收缩和膨胀促进结构的转变。麻省理工学院研究人员开发了一种明胶薄片,它们在水中浸泡时会变成3D形状。Gazal等生产了一种4D健康食品,其中组合了两种3D打印凝胶——花青素-马铃薯淀粉凝胶和柠檬汁凝胶,花青素-马铃薯淀粉凝胶在喷洒不同的pH值溶液时改变颜色。Guo Jinhua等整合了纳米级有机琼脂糖纤维的凝胶油墨,并利用其热可逆的变形能力,使打印的鲸鱼和章鱼造型更加生动。实质上食品3D打印也可以被认为是4D打印,因为成品在消费之前可能需要经过烹饪或处理,而且在设计产品时需要考虑打印后的形状和尺寸变化。
5D打印的术语是从机械领域发展而来的。5D打印可以被定义为五轴3D打印机,不是常规3D打印中使用的三轴打印机。五轴3D打印机从多个方向(x、y、z旋转和平移运动)构建对象,从而产生比常规3D打印更坚固的部件。
5 结 语
本文主要介绍了肉糜和培养肉的3D打印工艺,有助于进一步将3D打印技术融入到肉品加工领域。综合本文可知,肉糜的3D打印与培养肉的3D打印不同,肉糜的打印需要与盐、MTGase和水胶体结合获得打印所需的流变性能和凝胶性能以进行打印,而培养肉的打印则是将细胞定量且精准的沉积到可食用支架结构中进而融合成工程肉并在生物反应器中使肉类纤维成熟。两种打印的原理虽然不同,但打印的精度和质量均由喷嘴温度、喷嘴直径、喷嘴高度、喷嘴移动速度、挤压速率和填充百分比等工艺参数以单独和/或组合的方式决定。无论是肉糜还是培养肉的打印产品都需要选择对感官品质影响最小的后加工方式处理。目前,基于肉类原料的3D打印研究相对较少,但未来的发展潜力巨大。可以利用3D打印技术合理地按需加工单一或多种肉类,也可以搭配果蔬形成组合原料,为特殊人群制定个性化营养食品。当然也期待真正的4D打印早日用于肉类原料,让形状记忆类打印材料赋予打印产品第二次“生命”。



